„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Michał Sylwestrzak
Wykonywanie przedmiotów za pomocą obróbki ręcznej
skrawaniem 722[03].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Regina Mroczek
mgr inż. Łucja J. Zielińska
Opracowanie redakcyjne:
mgr inż. Michał Sylwestrzak
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[03].Z1.03
„Wykonywanie przedmiotów za pomocą obróbki ręcznej skrawaniem”, zawartego
w modułowym programie nauczania dla zawodu ślusarz 722[03].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Piłowanie
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
20
4.1.3. Ćwiczenia
20
4.1.4. Sprawdzian postępów
31
4.2. Skrobanie
32
4.2.1. Materiał nauczania
32
4.2.2. Pytania sprawdzające
39
4.2.3. Ćwiczenia
39
4.2.4. Sprawdzian postępów
41
4.3. Docieranie i polerowanie
42
4.3.1. Materiał nauczania
42
4.3.2. Pytania sprawdzające
47
4.3.3. Ćwiczenia
48
4.3.4. Sprawdzian postępów
53
5. Sprawdzian osiągnięć
54
6. Literatura
59

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i umiejętności dotyczących
wykonywania przedmiotów za pomocą obróbki ręcznej skrawaniem.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
aby bez problemów opanować treści nauczania w ramach jednostki modułowej
„Wykonywania przedmiotów za pomocą obróbki ręcznej skrawaniem”,
−
cele kształcenia, czyli wykaz umiejętności, jakie powinieneś nabyć podczas zajęć w ramach
tej jednostki modułowej,
−
materiał nauczania, czyli niezbędne minimum wiadomości teoretycznych, wymaganych
do opanowania treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane treści nauczania,
−
ćwiczenia, podczas których będziesz doskonalił umiejętności praktyczne w oparciu o wiedzę
teoretyczną, zaczerpniętą z poradnika i innych źródeł,
−
sprawdzian osiągnięć, czyli przykładowy zestaw zadań; pozytywny wynik sprawdzianu
potwierdzi, że dobrze wykorzystałeś zajęcia i uzyskałeś niezbędne wiadomości
i umiejętności z zakresu tej jednostki modułowej,
−
wykaz literatury.
Poradnik ten ma być przewodnikiem, który wprowadzi Cię w tematykę jednostki
modułowej, określi jej zakres i wskaże szczegółowe treści, z którymi powinieneś się zapoznać.
Nie zastępuje on podręczników, katalogów czy innych źródeł informacji ani wskazówek,
instrukcji i informacji udzielanych przez nauczyciela.
W poradniku przedstawiono w ramach odrębnych tematów:
−
piłowanie,
−
skrobanie,
−
docieranie i polerowanie.
Na końcu każdego tematu znajdują się pytania sprawdzające. Odpowiadając na nie,
sprawdzisz stan opanowania danej partii materiału. Jeżeli stwierdzisz, że czegoś nie pamiętasz
lub nie rozumiesz, powinieneś wrócić do materiału nauczania i tam znaleźć odpowiedzi
na pytania, które sprawiły Ci kłopot.
Wykonanie ćwiczeń, zarówno przykładowych z poradnika, jak i z pewnością wielu innych,
zaproponowanych przez nauczyciela, pozwoli Ci lepiej zrozumieć i utrwalić nabytą wiedzę
przez praktyczne działanie.
Podsumowanie tematu stanowi sprawdzian postępów. Rozwiązuj uczciwie znajdujące się
w nim zadania. Znajomość własnych słabych stron jest kluczem do nadrobienia braków.
Przykładowy sprawdzian osiągnięć powinien być dobrym treningiem przed zaplanowanym
przez nauczyciela sprawdzianem, podsumowującym poziom wiadomości i umiejętności
nabytych przez Ciebie w ramach realizacji tej jednostki modułowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
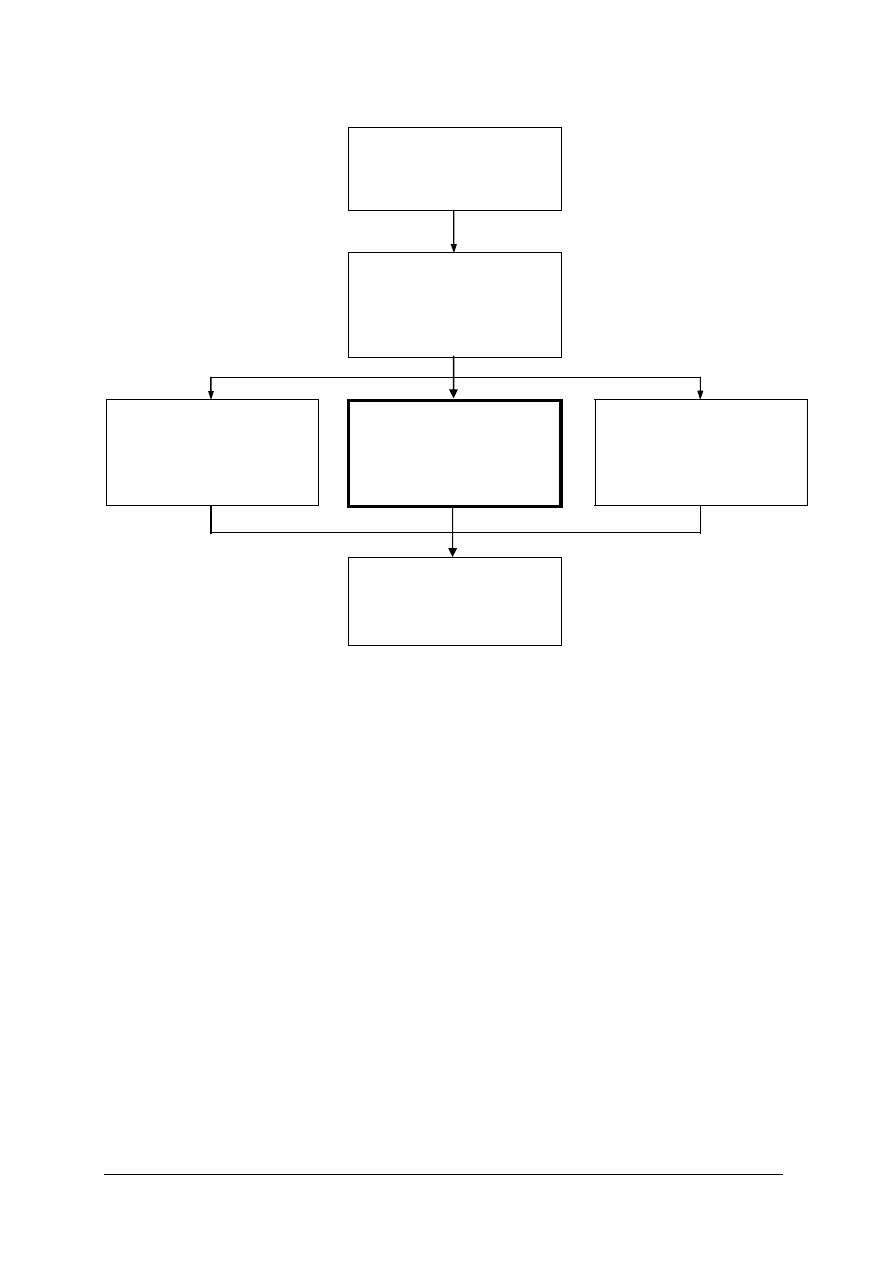
722[03].Z1
Technologia ślusarstwa
722[03].Z1.01
Wykonywanie
półwyrobów metalowych
za pomocą przecinania
i wycinania
722[03].Z1.02
Wykonywanie
przedmiotów za pomocą
gięcia
722[03].Z1.03
Wykonywanie
przedmiotów za pomocą
obróbki ręcznej
skrawaniem
722[03].Z1.04
Wykonywanie otworów
okrągłych
722[03].Z1.05
Wykonywanie montażu
wyrobów
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
−
posługiwać się dokumentacją techniczną,
−
wykonywać prostą dokumentacje techniczną,
−
wykonywać pomiary warsztatowe,
−
rozpoznawać materiały konstrukcyjne, narzędziowe i eksploatacyjne,
−
rozpoznawać elementy maszyn i mechanizmów,
−
trasować części,
−
wykonywać półwyroby metalowe za pomocą operacji przecinania i wycinania,
−
korzystać z różnych źródeł informacji,
−
użytkować komputer,
−
współpracować w grupie,
−
rozpoznawać i przewidywać zagrożenia bezpieczeństwa, występujące w środowisku pracy,
−
organizować stanowisko zgodnie z zasadami ergonomii i bezpiecznej pracy,
−
dobierać odzież ochronną oraz sprzęt ochrony osobistej do rodzaju wykonywanej pracy,
−
przestrzegać przepisów porządkowych, bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska,
−
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zorganizować stanowisko pracy do obróbki ręcznej skrawaniem,
–
rozpoznać narzędzia do obróbki ręcznej skrawaniem i określić ich przeznaczenie,
– posłużyć się narzędziami z napędem elektrycznym i pneumatycznym, stosowanymi podczas
obróbki ręcznej skrawaniem,
– scharakteryzować piłowanie,
– dobrać pilniki do materiału, wymiarów, kształtu, tolerancji i wymaganej chropowatości
obrabianej powierzchni,
– wykonać mocowanie przedmiotu do piłowania,
– przeprowadzić
piłowanie
powierzchni
płaskich
i
kształtowych,
wewnętrznych
i zewnętrznych,
– scharakteryzować skrobanie,
– dobrać narzędzia, przyrządy i materiały pomocnicze do skrobania,
– przeprowadzić skrobanie powierzchni płaskich,
– scharakteryzować docieranie,
– dobrać docieraki i materiały ścierne do materiału i kształtu obrabianego przedmiotu oraz
wymaganej dokładności obróbki,
– przeprowadzić docieranie powierzchni płaskich, wałków i otworów okrągłych,
– scharakteryzować polerowanie,
– dobrać materiały polerskie do materiału obrabianego i wymaganej dokładności obróbki,
– przeprowadzić polerowanie powierzchni płaskich i kształtowych,
– ocenić stan techniczny narzędzi ręcznych i narzędzi z napędem mechanicznym oraz
przyrządów pomocniczych, stosowanych podczas obróbki ręcznej skrawaniem,
– przeprowadzić czyszczenie i osadzanie pilników oraz ostrzenie skrobaków, a także ich
konserwację do przechowywania,
– ocenić jakość wykonania obróbki ręcznej skrawaniem,
– skorzystać z dokumentacji technicznej, norm, poradników i innych źródeł informacji,
– zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska podczas wykonywania obróbki ręcznej skrawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Piłowanie
4.1.1. Materiał nauczania
Piłowanie jest to obróbka skrawaniem za pomocą pilnika. Materiał jest zbierany
z powierzchni obrabianego przedmiotu w postaci opiłków.
Ponieważ piłowanie jest operacją bardzo pracochłonną, jego zastosowanie w procesach
produkcyjnych ogranicza się do usuwania zbędnego materiału z odlewów i odkuwek, stępiania
ostrych krawędzi, powstałych przy innych rodzajach obróbki itp.
Znacznie szerszy jest zakres stosowania piłowania w:
−
działalności produkcyjnej i usługowej zakładów rzemieślniczych,
−
przeprowadzaniu napraw i remontów maszyn i urządzeń (przy dorabianiu, regenerowaniu
i dopasowywaniu części),
−
wytwarzaniu modeli i prototypów,
−
wytwarzaniu narzędzi, przyrządów uchwytów specjalnych itp.
Ze względu na wspomnianą pracochłonność wskazane jest, aby naddatek na piłowanie był
jak najmniejszy – przyjmuje się, że nie powinien przekraczać około 2 mm.
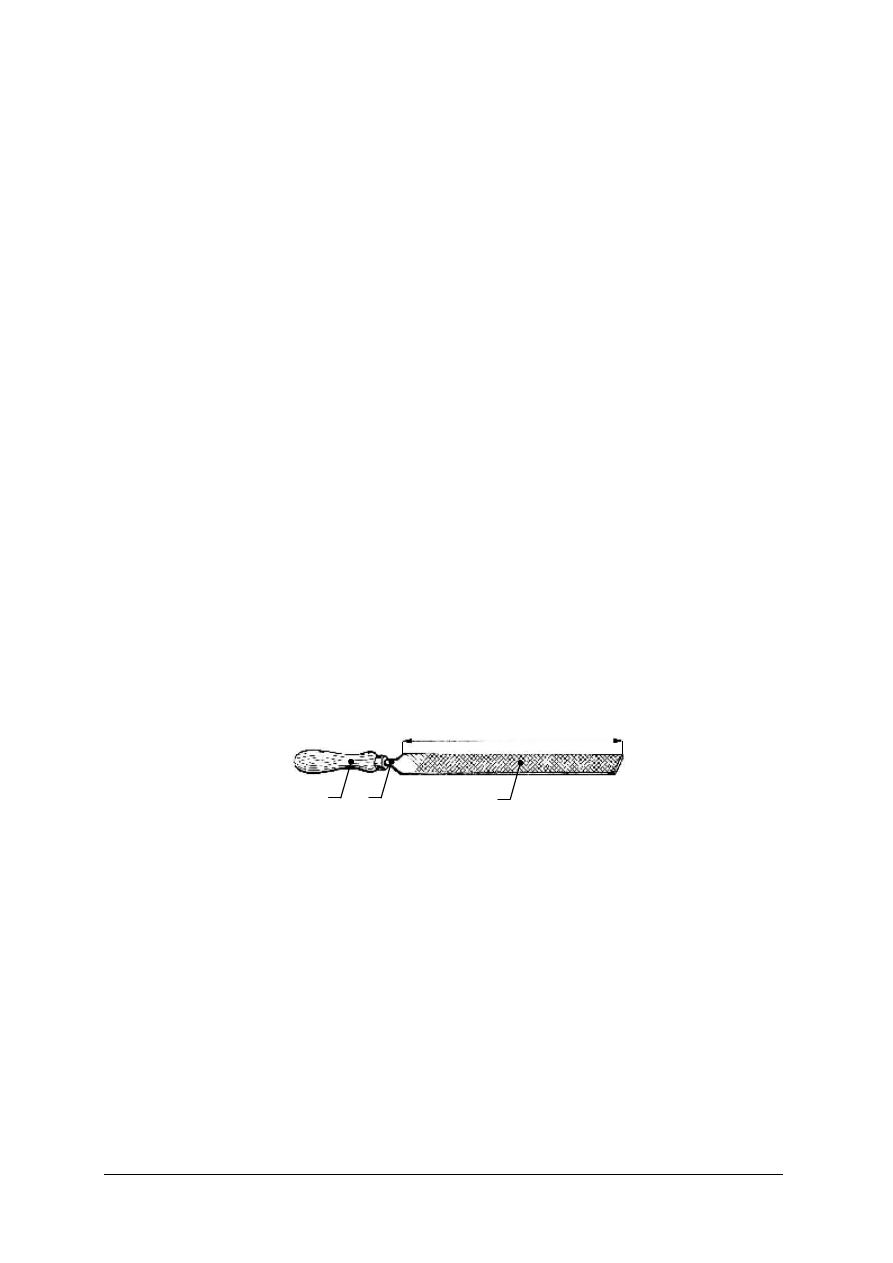
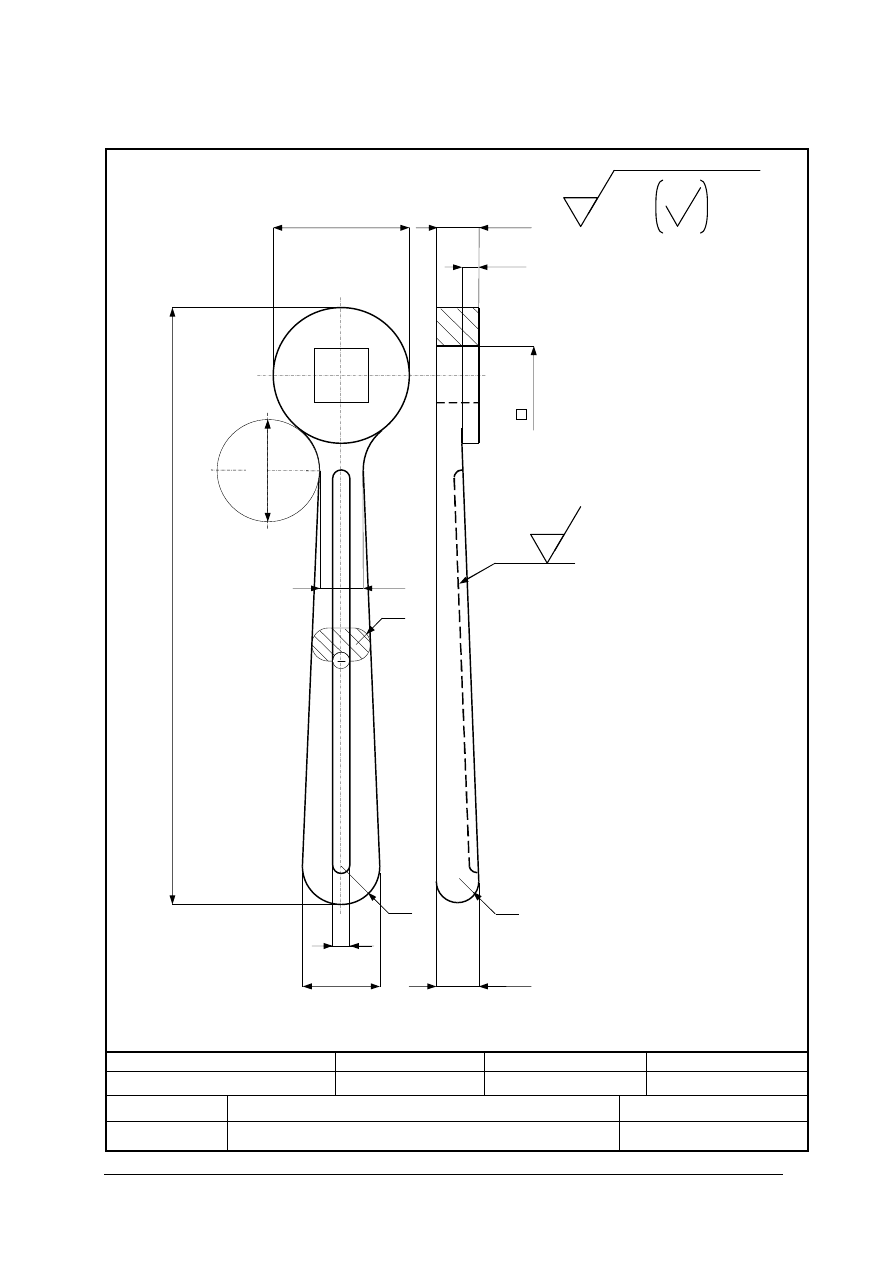
Budowa i klasyfikacja pilników
Pilnik składa się z części roboczej i chwytu, osadzonego w rękojeści drewnianej (z metalową
skuwką) lub, coraz częściej, wykonanej z tworzywa sztucznego. Pilniki wykonuje się ze stali
węglowych narzędziowych. Wysoką twardość części roboczej uzyskuje się dzięki hartowaniu.
Rys. 1. Budowa pilnika: 1 – część robocza o długości L, 2 – chwyt, 3 – rękojeść z metalową skuwką [2]
Wielkość pilnika określa długość jego części roboczej, wynosząca od 100 do 450 mm.
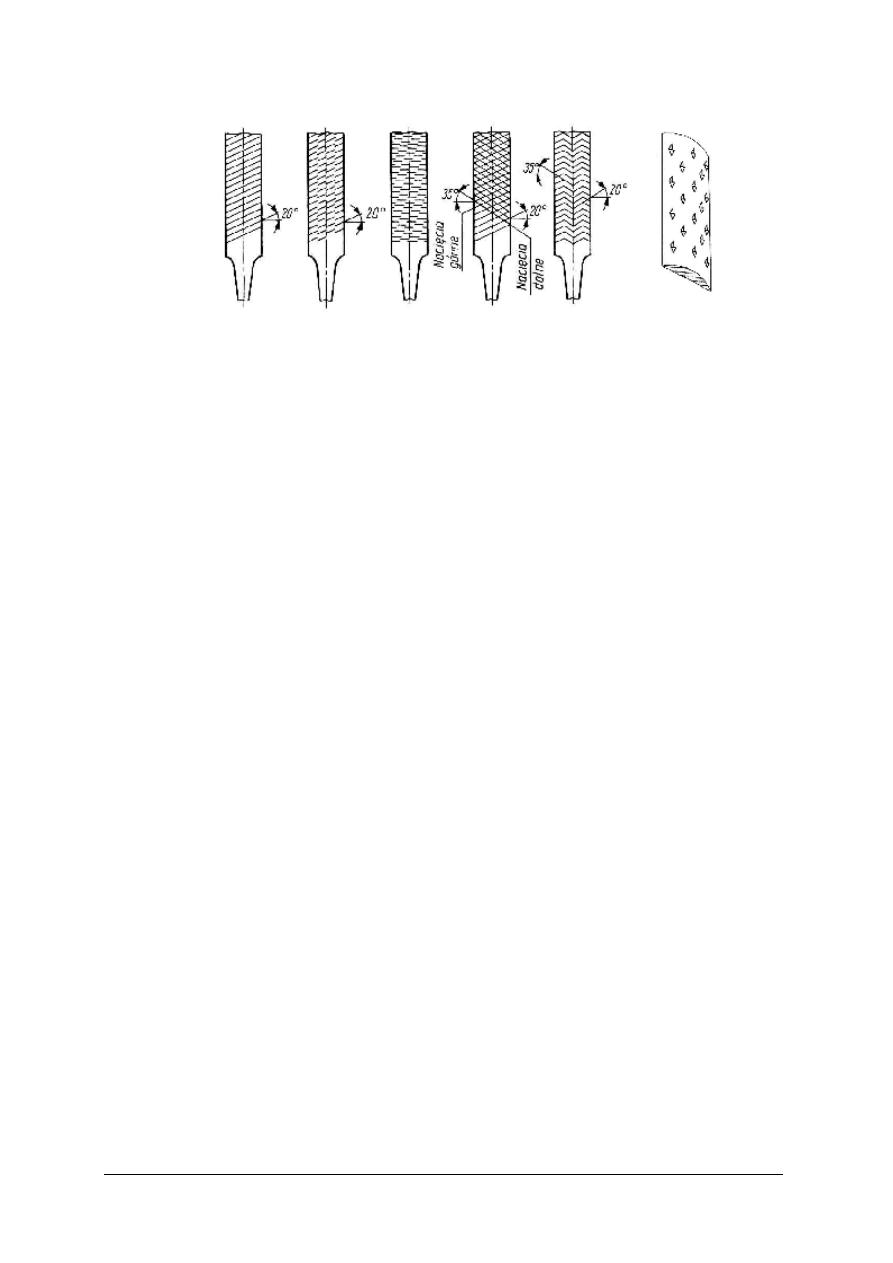
Zęby pilnika wykonuje się przez maszynowe nacinanie przecinakiem, przeciąganie lub
frezowanie. W zależności od zastosowanej technologii uzyskuje się różny kształt i geometrię
ostrzy.
Stosowanych jest pięć rodzajów nacięć pilników. Nacięcia jednorzędowe pojedyncze
i podwójne są wykonywane na powierzchniach płaskich części roboczej pilnika, natomiast na
powierzchniach wypukłych stosuje się nacięcia wielorzędowe pojedyncze, wielorzędowe
podwójne lub wielorzędowe śrubowe.
Pilniki klasyfikuje się ze względu na gęstość nacięcia oraz ze względu na kształt przekroju
poprzecznego. Oba podziały są użyteczne przy doborze pilnika w zależności od wymiarów,
kształtu i wymaganej chropowatości powierzchni obrabianej.
L
3
2
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Rodzaje nacięć pilników: a) pojedyncze jednorzędowe, b) pojedyncze wielorzędowe, c) pojedyncze śrubowe,
d) podwójne jednorzędowe, e) podwójne wielorzędowe, f) nacięcia tarnika [2]
Miarą gęstości nacięcia jest liczba nacięć, przypadająca na 10 mm długości części roboczej,
liczona wzdłuż osi pilnika. Według tego kryterium pilniki dzieli się na:
−
nr 0 – zdzieraki – gęstość nacięcia od 4,5 do 10,
−
nr 1 – równiaki – gęstość nacięcia od 6,3 do 28,
−
nr 2 – półgładziki – gęstość nacięcia od 10 do 40,
−
nr 3 – gładziki – gęstość nacięcia od 14 do 56,
−
nr 4 – podwójne gładziki – gęstość nacięcia od 25 do 80,
−
nr 5 – jedwabniki – gęstość nacięcia od 40 do 80.
Dla każdego z numerów pilników mniejsze z wymienionych liczb odnoszą się do pilników
długich, natomiast większe – do pilników krótkich.
Im większa gęstość nacięcia, tym mniejsza grubość warstwy skrawanej, natomiast wyższa
gładkość powierzchni obrabianej.
Grubość warstwy zdejmowanej podczas jednego ruchu roboczego pilnika wynosi
(w zależności od jego rodzaju, a więc liczby nacięć) od 0,02 do 0,15 mm.
Do obróbki zgrubnej stosuje się zdzieraki, a następnie równiaki. Naddatek na obróbkę
zgrubną wynosi od 1 do 2 mm. Do obróbki wykańczającej, podczas której uzyskuje się żądany
wymiar i wymaganą gładkość powierzchni, stosuje się półgładziki, gładziki, podwójne gładziki
i jedwabniki. Naddatek na obróbkę wykańczającą wynosi od 0,3 do 1 mm.
Odchyłka wymiarowa przy poprawnie wykonanym piłowaniu nie przekracza 0,05 mm.
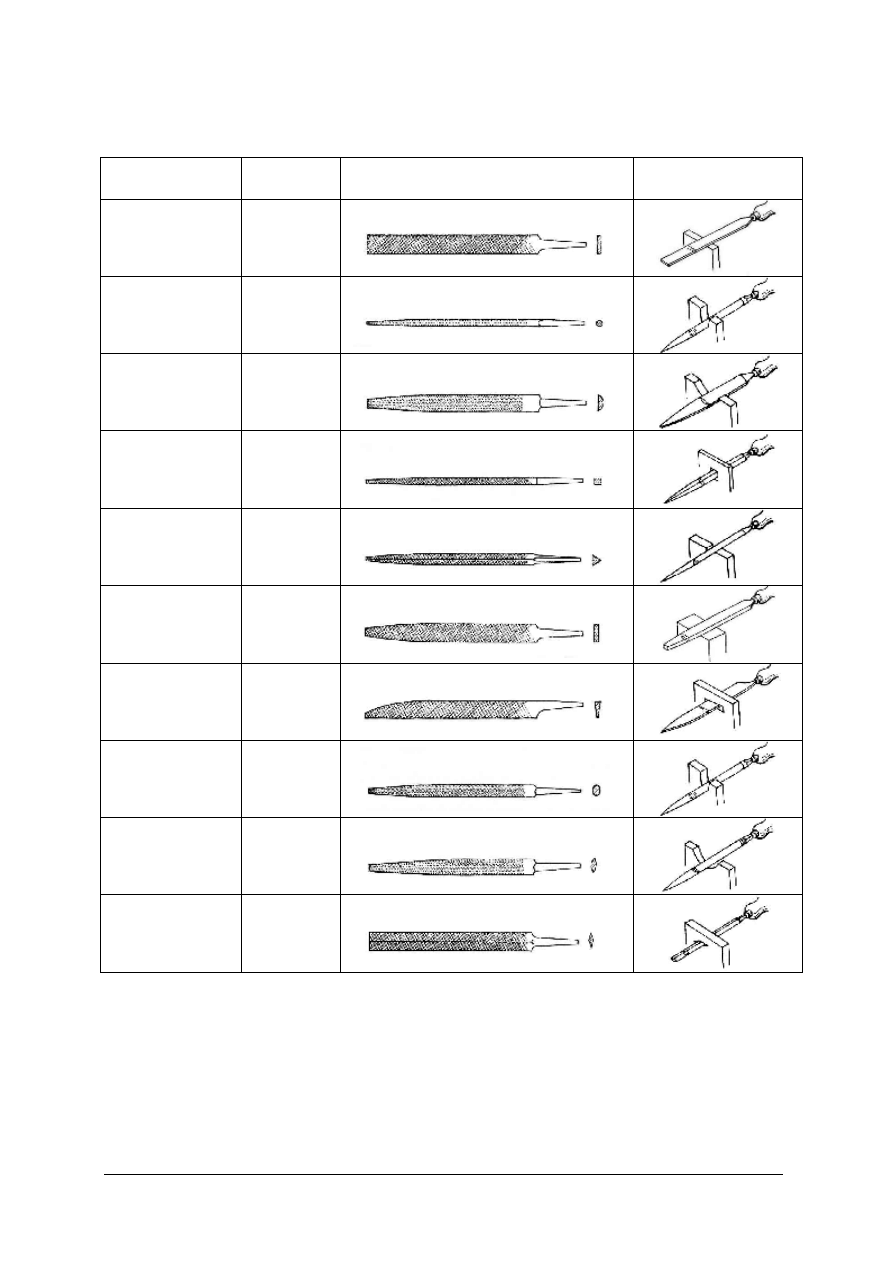
Ze względu na kształt przekroju poprzecznego, w Polskich Normach wyróżniono
10 rodzajów pilników. Kształt pilnika dobieramy do kształtu piłowanych powierzchni.
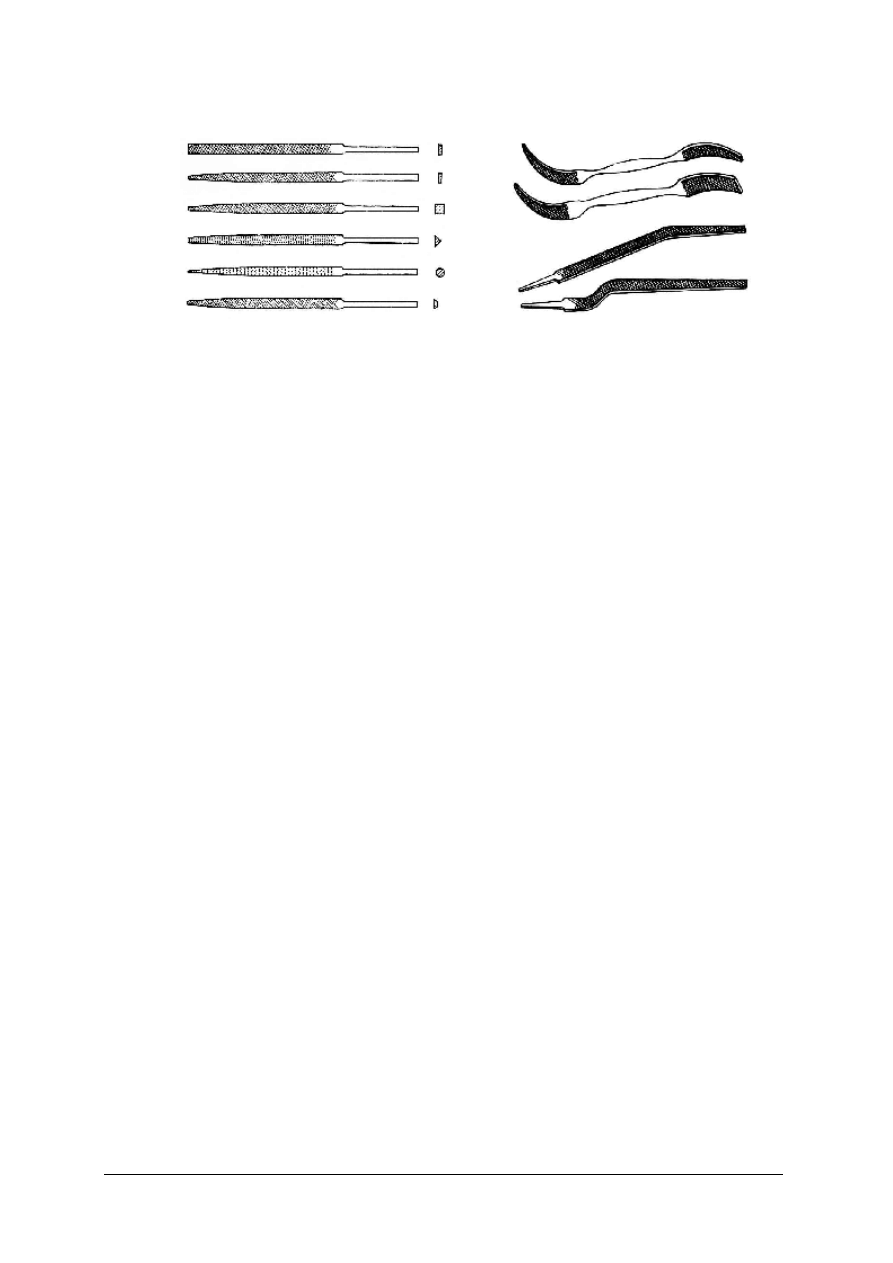
Oprócz wyżej opisanych pilników ślusarskich, do obróbki metali stosuje się ponadto:
−
pilniki igiełkowe, które są pilnikami precyzyjnymi o małej długości i bardzo drobnych
nacięciach; pilniki igiełkowe produkuje się w takich samych kształtach, jak pilniki
ślusarskie; występują one w dwóch wykonaniach: z rękojeścią z tworzywa lub bez rękojeści
(mają wówczas długi chwyt walcowy); służą wyłącznie do obróbki wykańczającej drobnych
powierzchni z dużą dokładnością,
−
tarniki, których część robocza wyposażona jest w zęby w postaci zadziorów, a konstrukcja ta
sprawia, że w mniejszym stopniu zanieczyszczają się opiłkami, zaś w przypadku
nagromadzenia zanieczyszczeń, łatwiejsze jest ich usuwanie; najczęściej stosowane są tarniki
płaskie, półokrągłe i okrągłe; tarniki służą do obróbki zgrubnej miękkich metali, takich jak:
ołów, stopy cyny, cynku, miedzi i aluminium oraz materiałów niemetalowych (przede
wszystkim drewna),
−
pilniki wygięte jednostronne i dwustronne do obróbki trudno dostępnych powierzchni.
b)
a)
c)
d)
e)
f)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
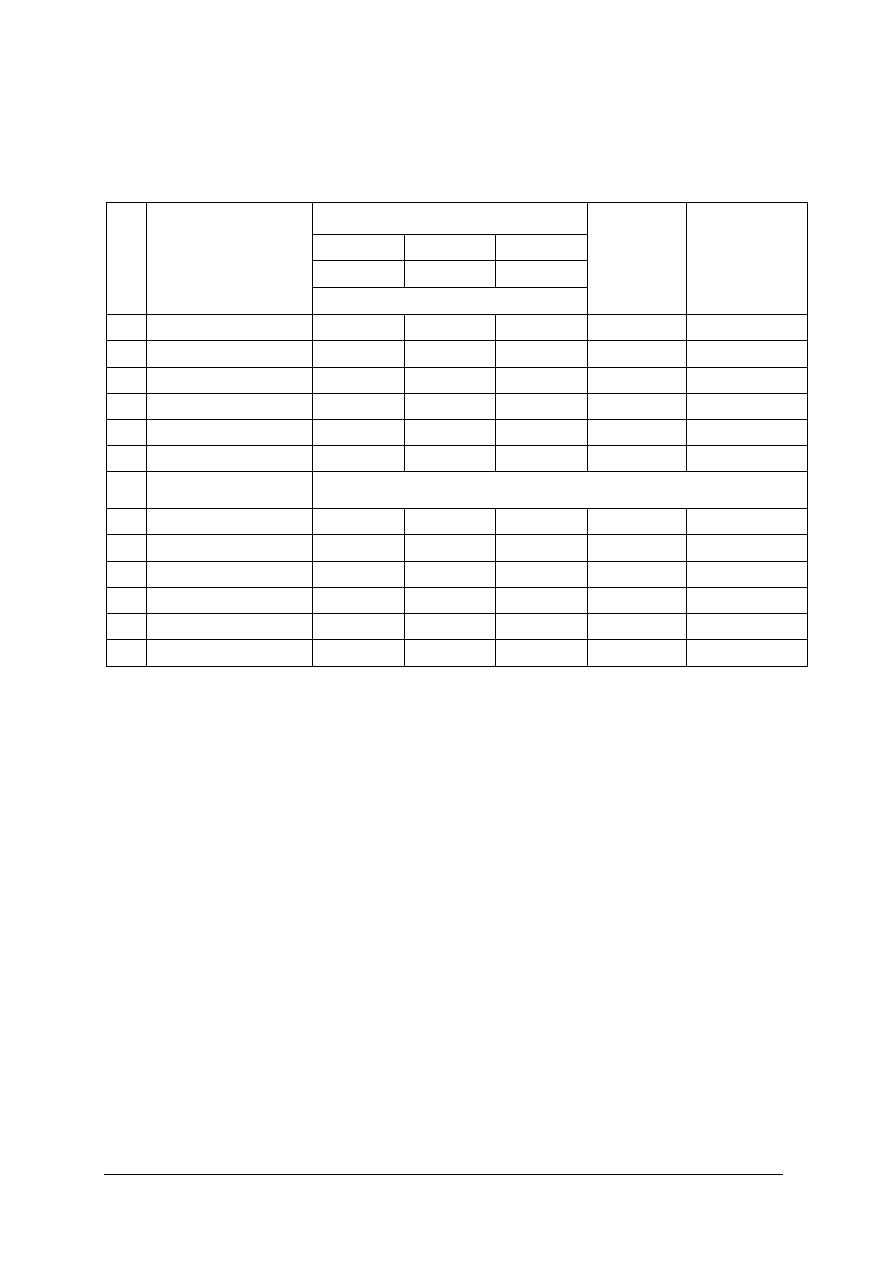
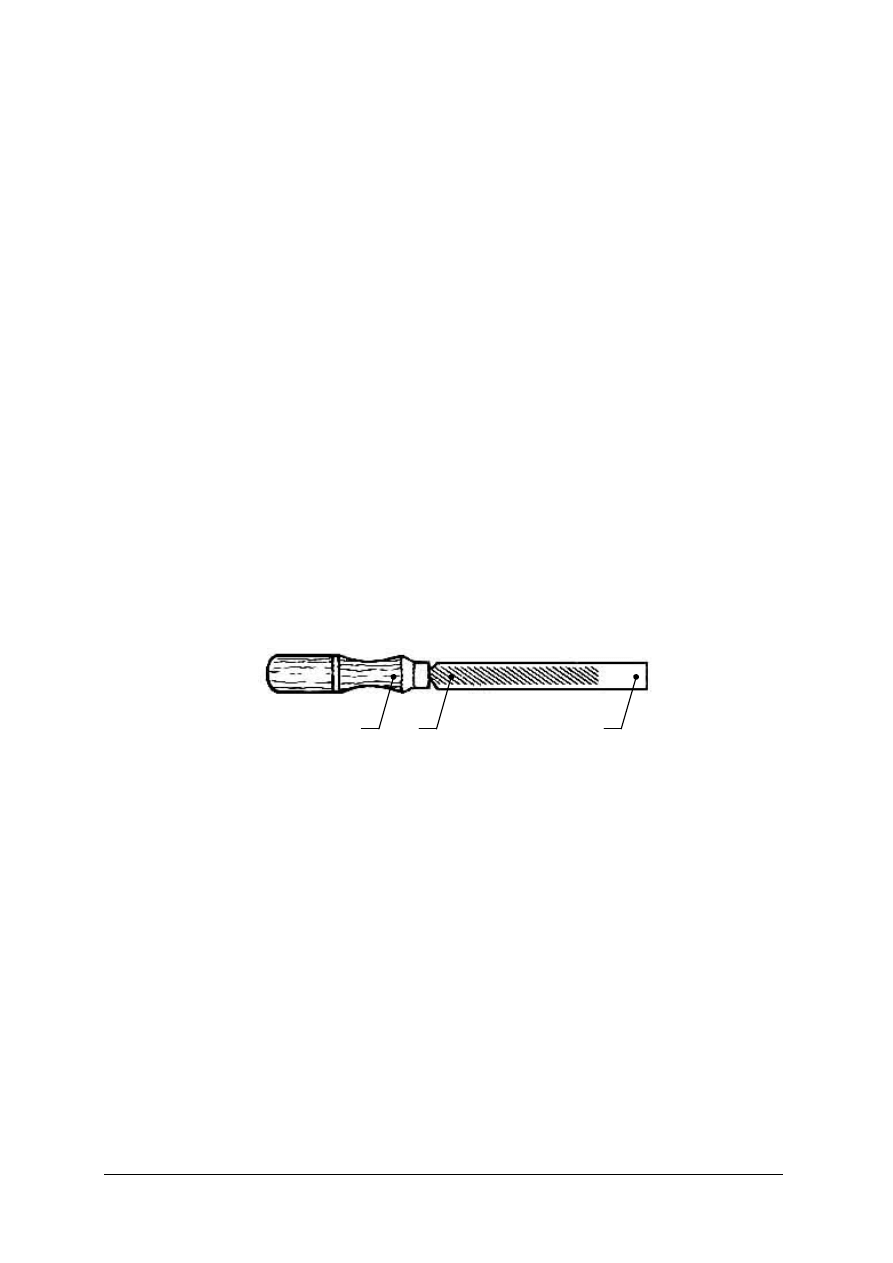
Tabela 1. Rodzaje pilników ślusarskich i ich przykładowe zastosowania [2]
Rodzaj pilnika
Oznaczenie
Kształt pilnika
Przykładowe
zastosowanie
Płaski
RPSa
Okrągły
RPSb
Półokrągły
RPSc
Kwadratowy
RPSd
Trójkątny
RPSe
Płaski zbieżny
RPSf
Nożowy
RPSg
Owalny
RPSh
Soczewkowy
RPSi
Mieczowy
RPSj
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3. a) Pilniki igiełkowe (iglaki) bez rękojeści. b) Pilniki wygięte dwustronne i jednostronne [10]
Ogólne zasady eksploatacji i konserwacji pilników
Aby przedłużyć żywotność pilników, utrzymać ich właściwości użytkowe oraz osiągnąć
zadawalającą wydajność skrawania, należy przestrzegać szeregu wymienionych poniżej zasad.
1) Nie należy stosować pilników do piłowania surowych powierzchni odlewów i odkuwek. Do
piłowania przystępujemy po zdjęciu, za pomocą ściernicy lub szczotki stalowej, warstwy
naskórka i zgorzeliny, zawierających twarde związki niemetaliczne.
2) Nie należy piłować stali hartowanej, ponieważ jej twardość może dorównywać twardości
pilnika lub ją przewyższać.
3) Nie należy stosować nowych pilników do piłowania powierzchni skorodowanych oraz
ostrych krawędzi.
4) Nowe pilniki należy stosować początkowo, o ile to możliwe, do piłowania miękkich
materiałów (stopy metali nieżelaznych, stal miękka), a dopiero później używać do piłowania
np. stali twardych i żeliwa.
5) Nie należy używać pilników o drobnych nacięciach do piłowania miękkich metali, ponieważ
opiłki spowodują szybkie zaklejenie wrębów międzyzębnych.
6) Pilniki zabrudzone produktami skrawania należy czyścić szczotką stalową prowadzoną
wzdłuż nacięć.
7) Pilniki należy chronić przed wilgocią. W przypadku ich zamoczenia powinny zostać szybko
osuszone.
8) Należy zapobiegać zanieczyszczeniu pilników smarami i olejami. W przypadku, gdy
do takiego zanieczyszczenia doszło, należy je odtłuścić rozpuszczalnikiem.
9) Pilników nie wolno rzucać i uderzać nimi, gdyż grozi to pęknięciem narzędzia, ponieważ
hartowanie podnosi twardość, ale jednocześnie zwiększa kruchość stali.
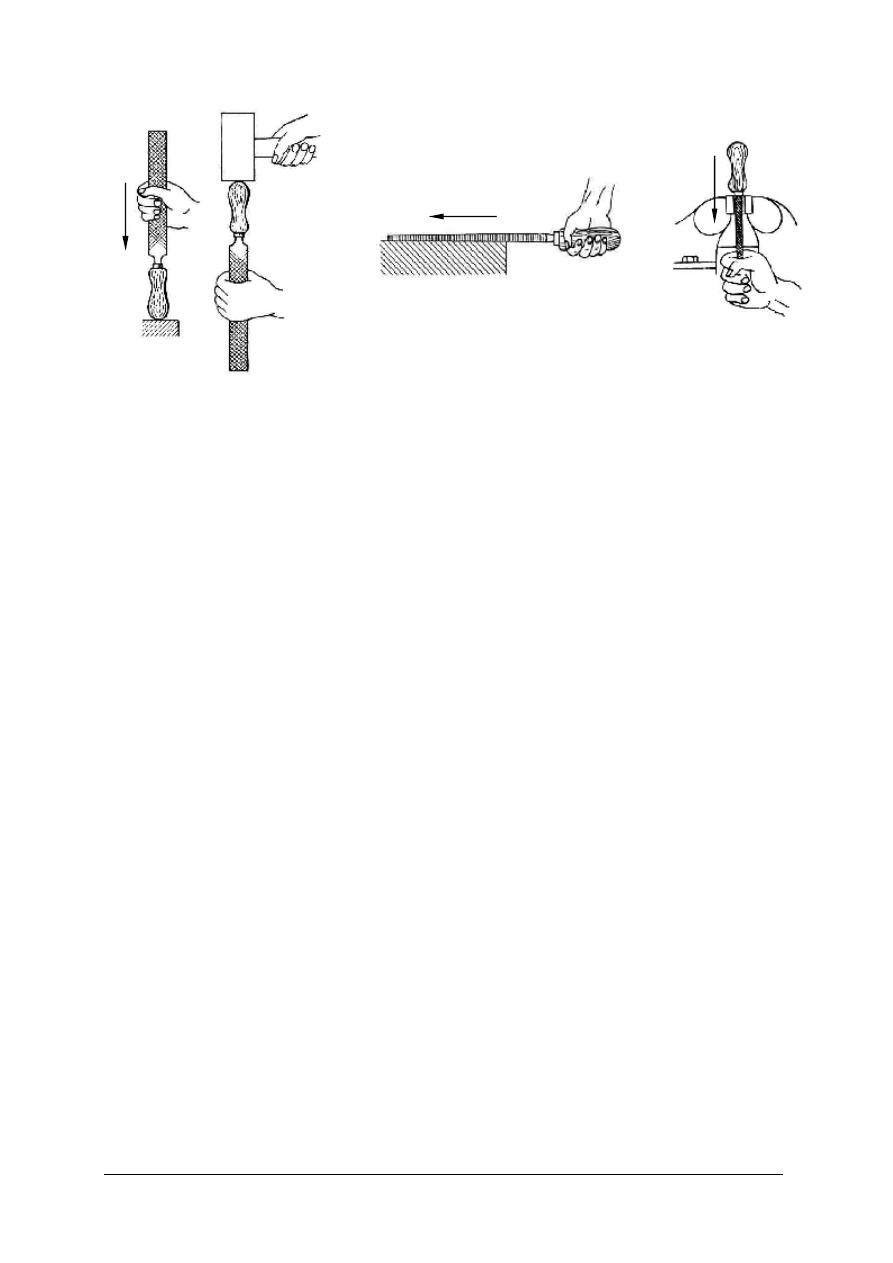
10) Osadzanie pilnika w rękojeści wykonuje się za pomocą lekkich uderzeń rękojeścią
o powierzchnię podłoża lub przez pobijanie rękojeści młotkiem gumowym. Należy przy tym
kontrolować współosiowość pilnika i rękojeści. Pilnik powinien być osadzony w rękojeści
na głębokość równą od
2
/
3
do
3
/
4
jej długości.
11) Zdejmowanie pilnika z rękojeści wykonuje się przez płaskie uderzenie trzymanego
za rękojeść pilnika w płytę lub z zastosowaniem imadła przy takim ustawieniu rozstawu
szczęk, aby przy szarpnięciu pilnika pionowo w dół rękojeść oparła się na ich powierzchni.
12) Do długiego przechowywania konserwuje się pilniki przez posmarowanie pokostem lub
benzyną.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
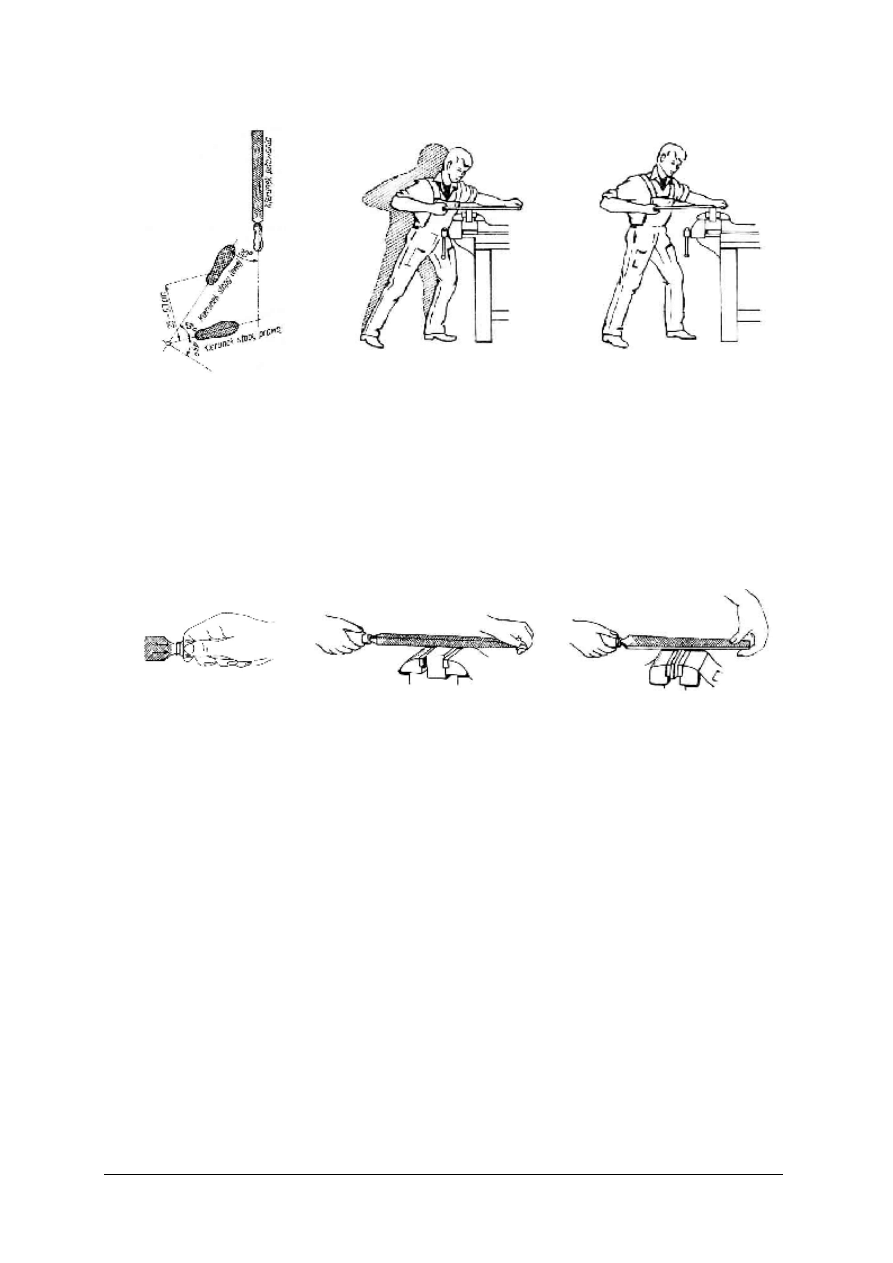
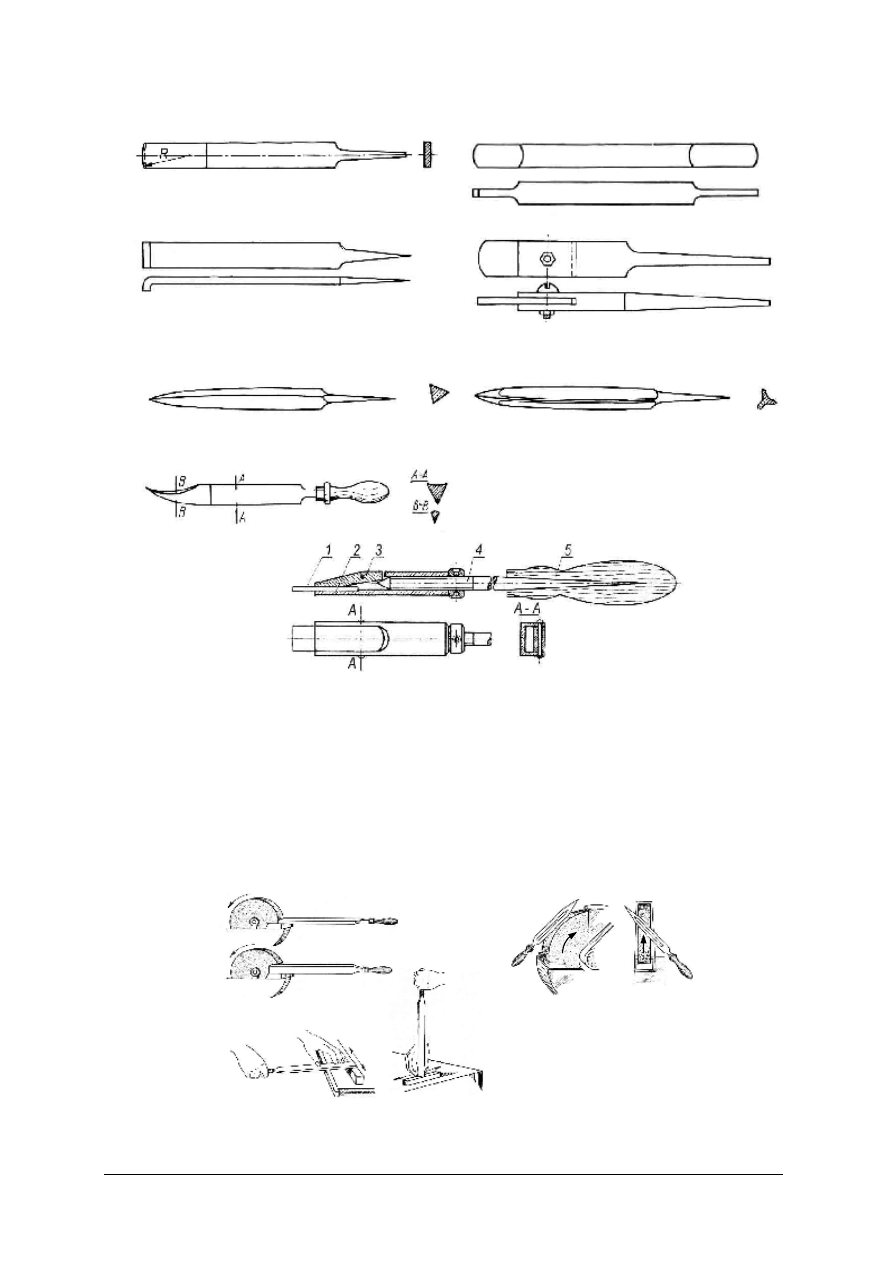
11
Rys. 4. Sposoby osadzania i zdejmowania pilnika z rękojeści: a) wbijanie rękojeści za pomocą lekkich uderzeń
w płytę oraz przez pobijanie rękojeści młotkiem gumowym albo drewnianym, b) zdejmowanie pilnika
ciężkiego, przez energiczne przesuięcie po powierzchni płyty i uderzenie rękojeścią o brzeg płyty (pod
wpływem siły bezwładności następuje poluzowanie połączenia pomiędzy chwytem a rękojeścią),
c) zdejmowanie pilnika lekkiego z wykorzystaniem imadła [10]
Regeneracja pilników
Stępione pilniki można regenerować metodą mechaniczną lub chemiczną.
Regeneracja mechaniczna polega na: odpuszczeniu materiału, zeszlifowaniu nacięć,
ponownym nacinaniu i hartowaniu.
Regeneracja chemiczna jest złożonym i długotrwałym procesem, którego głównymi etapami
są: oczyszczenie mechaniczne, wygotowanie w roztworze sody, płukanie, trawienie w rozworze
kwasu azotowego, ponowne płukanie, suszenie i konserwacja.
Podczas prowadzenia regeneracji chemicznej konieczne jest przestrzeganie zasad
bezpieczeństwa i higieny pracy w postaci stosowania rękawic, odzieży i obuwia
kwasoodpornego i ługoodpornego oraz okularów ochronnych, a także zapewnienia właściwej
wentylacji.
Z uwagi na koszt i pracochłonność, regeneracja jest opłacalna gdy w grę wchodzi
przywrócenie pełnych własności użytkowych dużej ilości narzędzi.
Zamocowanie przedmiotu do piłowania
Zamocowanie powinno zapewnić całkowite unieruchomienie i usztywnienie piłowanego
przedmiotu. Przedmiot powinien zostać ustalony w takiej pozycji, aby piłowaniu podlegała jego
górna powierzchnia, dlatego też, o ile nie dysponujemy imadłem obrotowo – pochylnym,
podczas obróbki przedmiotu często zachodzi konieczność zmiany jego zamocowania.
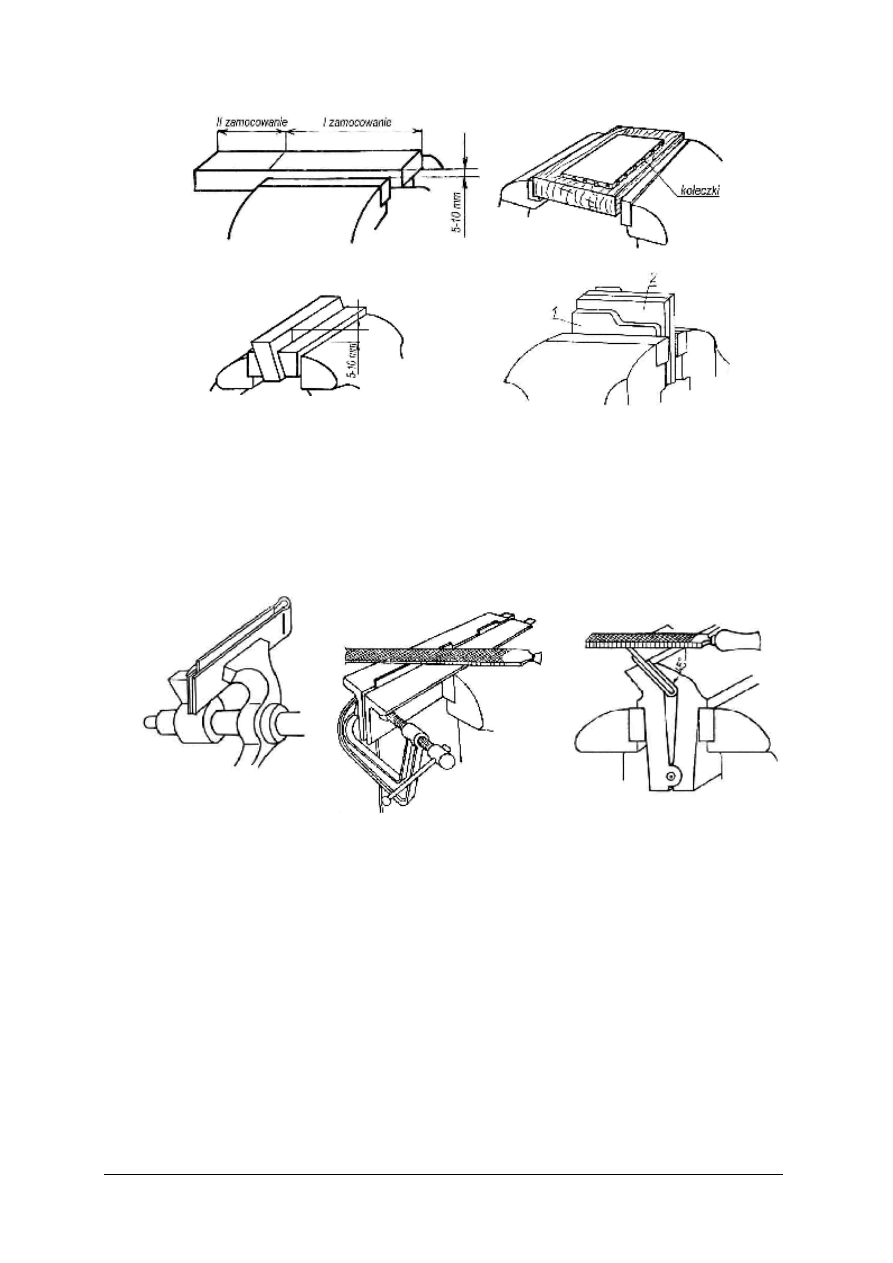
Najczęściej stosowane jest mocowanie przedmiotu w imadle ślusarskim. Obrabiana
powierzchnia powinna wystawać (5 ÷ 10) mm ponad powierzchnię szczęk imadła.
W przypadku obróbki przedmiotów wykonanych ze stopów miękkich lub przedmiotów
o obrobionych powierzchniach, szczęki imadła należy zaopatrzyć w miękkie nakładki. Należy
również zadbać, aby nie nastąpiło uszkodzenie powierzchni przedmiotu przez opiłki
przedostające się pomiędzy te powierzchnie, a powierzchnie szczęk imadła.
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 5. Sposoby mocowania przedmiotów prostopadłościennych do pilowania: a) dla przedmiotów długich
może zachodzić konieczność kilkukrotnego mocowania (prowadzimy piłowanie zawsze tej części
przedmiotu, która jest usztywniona przez zamocowanie w imadle), b) powierzchnie płytki cienkiej
piłujemy na klocku drewnianym, po zabezpieczeniu przed przesuwaniem za pomocą kołeczków,
c) do piłowania pod kątem stosujemy mocowanie za pośrednictwem wkładek skośnych,
d) mocowanie pakietu cienkich płytek z wykorzystaniem wzornika zapewnia sztywne mocowanie
i umożliwia jednoczesną obróbkę kilku elementów: 1 – wzornik, 2 – pakiet płytek [10]
Rys. 6. Sposoby mocowania blach do piłowania: a) usztywnienie za pomocą obejmy, b) usztywnienie
za pomocą kątowników, zaciśniętych w szczękach imadła i dodatkowo ściśniętych ściskiem,
c) mocowanie blachy do ukosowania (np. przed spawaniem) za pomocą imadełka skośnego,
zacisniętego w szczękach imadła ślusarskiego [10]
Technika piłowania, postawa podczas piłowania i uchwycenie pilnika
Piłowanie, za wyjątkiem drobnych i precyzyjnych prac, wykonuje się w pozycji stojącej.
Kierunek lewej, wystawionej do przodu stopy, powinien tworzyć z kierunkiem piłowania kąt
około 30°, natomiast kierunek stopy prawej powinien tworzyć z kierunkiem stopy lewej kąt
około 45°. Prawidłowy rozstaw stóp wynosi od 25 do 50 cm.
a)
b)
c)
d)
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 7. Właściwa postawa podczas piłowania: a) ustawienie stóp, b) postawa podczas piłowania zgrubnego,
c) postawa podczas piłowania wykańczającego [2]
Pilnik należy trzymać oburącz. Prawą dłonią chwytamy rękojeść, przy czym kciuk układamy
wzdłuż osi narzędzia, a pozostałymi palcami obejmujemy rękojeść od spodu. Lewą dłonią
chwytamy koniec pilnika. Sposób ułożenia tej dłoni, odpowiadającej za prowadzenie narzędzia,
zależy od rozmiaru pilnika. Pracując pilnikiem dużym, o długości powyżej 250 mm, chwytamy
pilnik od góry całą dłonią, natomiast pracując pilnikiem średnim lub małym (o długości do 250
mm), chwytamy pilnik od góry końcami palców.
Pilniki igiełkowe chwytamy jedną ręką.
Rys. 8. Właściwe uchwycenie pilnika: a) sposób uchwycenia rękojeści, b) ulożenie dłoni podczas piłowania
pilnikami dużymi, c) ułożenie dłoni podczas piłowania pilnikami średnimi i małymi [2]
Podczas piłowania zgrubnego wykonujemy ruch całym ciałem, przenosząc podczas ruchu
roboczego ciężar ciała z prawej na lewą nogę, natomiast podczas piłowania wykańczającego
ruch roboczy wykonywany jest tylko przez ramiona, zaś tułów, dzięki równomiernemu
obciążeniu stóp, pozostaje w równowadze.
Docisk pilnika do powierzchni obrabianej powinien być równomierny podczas całego ruchu
roboczego. Ponieważ pilnik zachowuje się jak dźwignia, aby uniknąć jego kołysania
w płaszczyźnie pionowej (i częstego błędu piłowania, polegającego na zaokrągleniu piłowanej
powierzchni), podczas ruchu roboczego należy stopniowo zmniejszać nacisk wywierany przez
lewą rękę, natomiast zwiększać nacisk wywierany przez prawą rękę, tak, aby w połowie ruchu
roboczego naciski te się równoważyły. Nacisk należy wywierać tylko podczas ruchu roboczego.
Pociągnięcia narzędzia powinny być długie (wykorzystujemy całą długość części roboczej),
płynne i rytmiczne. Zalecane tempo piłowania to 30 ÷ 40 ruchów roboczych na minutę przy
piłowaniu pilnikami dużymi, oraz 50 ÷ 60 ruchów roboczych na minutę przy piłowaniu
pilnikami średnimi i małymi. Praca w szybszym tempie, a zwłaszcza „zrywami”, powoduje
szybkie zmęczenie, utrudnia zachowanie właściwego położenia narzędzia względem przedmiotu
obrabianego i utrudnia bieżącą kontrolę postępów obróbki, a więc prowadzi do obniżenia
wydajności i powstawania braków.
a)
b)
c)
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Piłowanie płaszczyzn
Do piłowania płaszczyzn stosujemy pilniki płaskie.
W przypadku piłowania dużych powierzchni stosujemy piłowanie krzyżowe. Podczas
piłowania krzyżowego kąt pomiędzy osia podłużną pilnika a szczękami imadła (dłuższą
krawędzią obrabianej powierzchni) powinien wynosić od 30° do 40°. Piłować należy zawsze
w kierunku wyznaczonym przez oś podłużną pilnika, nie należy przesuwać go skośnie po
powierzchni obrabianej, ale przestawiać równolegle po każdym ruchu roboczym. Po zdjęciu
pojedynczej warstwy materiału z całej powierzchni należy zmienić kierunek piłowania.
Wskazane jest przy tym częste sprawdzanie płaskości obrabianej powierzchni za pomocą liniału
krawędziowego. Stwierdzone błędy kształtu należy eliminować na bieżąco.
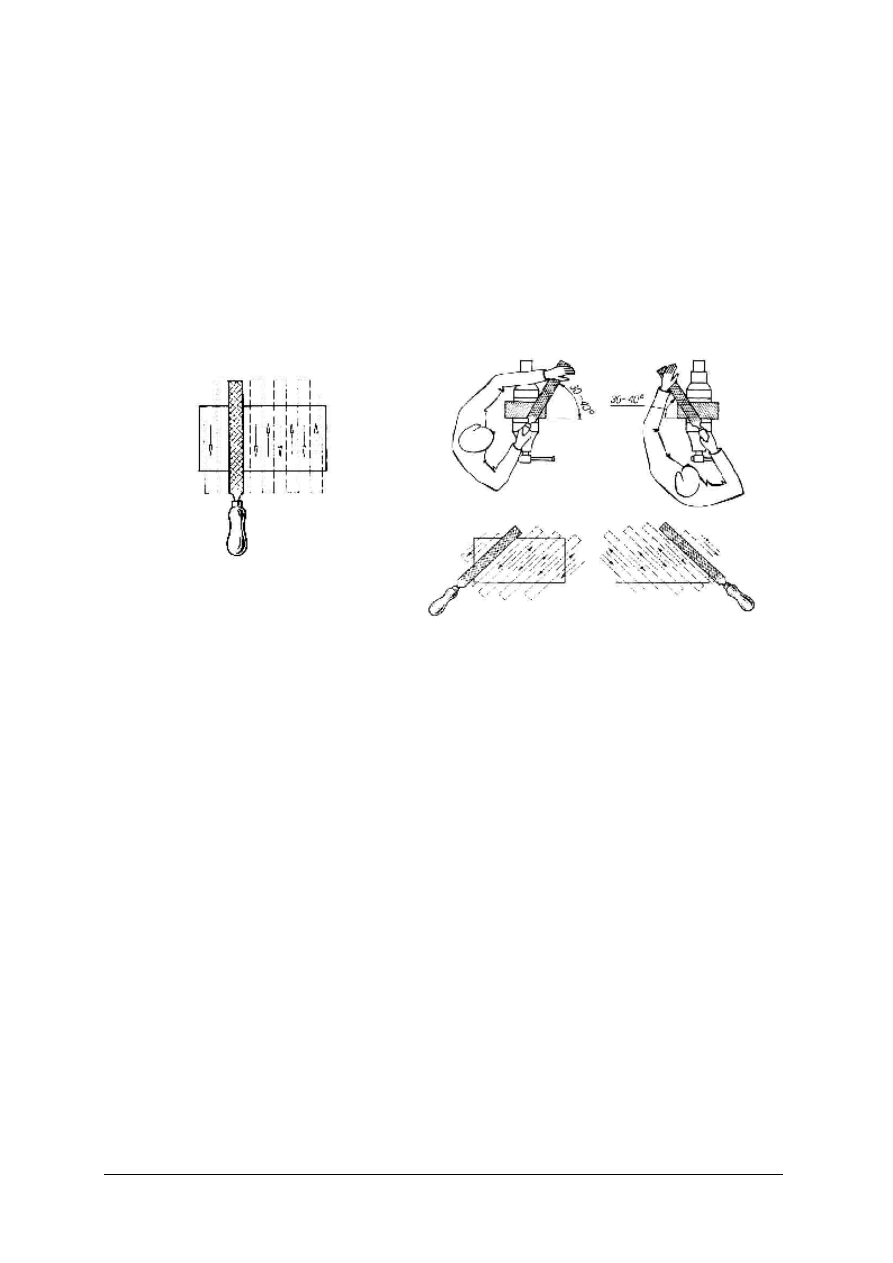
Rys. 9. Piłowanie dużych płaszczyzn: a) piłowanie poprzeczne, b) piłowanie krzyżowe – pozycja podczas piłowania
i sposób prowadzenia narzędzia [1, s. 2]
Przedmioty cienkie (płytki, krawędzie blach) piłujemy wzdłuż ich dłuższej krawędzi, aby
uniknąć drgań przedmiotu lub jego trwałego odkształcenia.
Podczas piłowania wykańczającego nie należy zmieniać kierunku piłowania. Kierunek
piłowania może być przy tym zarówno równoległy, jak i prostopadły do osi podłużnej pilnika.
Podczas piłowania płaszczyzn wzajemnie prostopadłych lub nachylonych do siebie pod
kątem, wykonujemy najpierw obróbkę zgrubną obu płaszczyzn (sprawdzając w międzyczasie
płaskość kolejno obrabianych powierzchni, ich wzajemną prostopadłość przy użyciu kątownika
lub kąt przy pomocy kątomierza warsztatowego, oraz zmieniając zamocowanie przedmiotu, tak,
aby aktualnie obrabiana powierzchnia była zawsze pozioma), a następnie, w podobnej
kolejności, obróbkę wykańczającą.
Piłowanie płyt prostopadłościennych rozpoczynamy od wykonania obróbki zgrubnej
i wykańczającej jednej z dwóch największych powierzchni przedmiotu. Po jej obrobieniu
traktujemy ją jako powierzchnię bazową przy trasowaniu na powierzchniach bocznych rys,
wyznaczających położenie powierzchni równoległej do wcześniej obrobionej. W podobny
sposób wykonujemy kolejno parami pozostałe powierzchnie płyty.
Piłowanie powierzchni kształtowych
Do piłowania powierzchni kształtowych (wypukłych i wklęsłych) przystępujemy
po wytrasowaniu linii wyznaczających zarys przedmiotu oraz usunięciu nadmiaru materiału
piłką.
Piłowanie powierzchni wypukłych wykonuje się za pomocą pilników płaskich.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Piłowanie zgrubne prowadzimy w kierunku poprzecznym do przedmiotu, natomiast
wykańczające wzdłuż przedmiotu, wykonując pilnikiem ruch wahadłowy.
Rys. 10. Piłowanie powierzchni wypukłych: a) zgrubne, b) wykańczające [2]
Piłowanie powierzchni wklęsłych wykonujemy za pomocą pilników półokrągłych,
okrągłych, owalnych i soczewkowych, dobranych stosownie do zarysu i promienia krzywizny.
Piłując zgrubnie powierzchnie wklęsłe przesuwamy pilnik ruchem wahadłowym, począwszy
od początku zarysu i zaczynając piłowanie końcem pilnika. Podczas obróbki wykańczającej
prowadzimy pilnik wzdłuż krzywizny, nadając jednocześnie narzędziu ruch obrotowy
nadgarstkiem prawej dłoni, którą trzymamy rękojeść narzędzia.
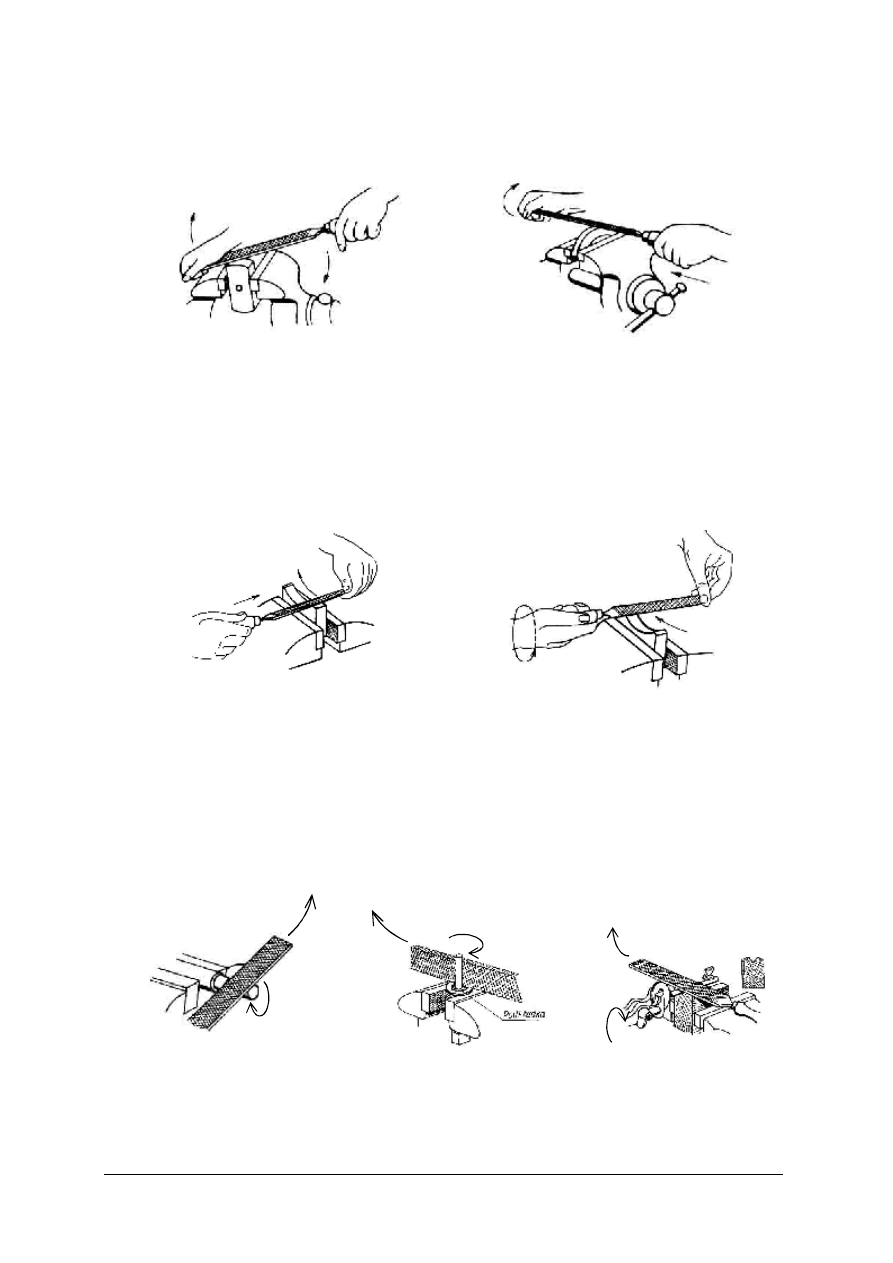
Rys. 11. Piłowanie powierzchni wklęsłych: a) zgrubne, b) wykańczające [10]
Piłowanie powierzchni walcowych, podobnie jak wypukłych, wykonuje się za pomocą
pilników płaskich. Przedmiot walcowy do piłowania może być ustawiony pionowo lub poziomo
i unieruchomiony w szczękach imadła z nałożonymi wkładkami o wycięciach pryzmowych lub
umieszczony na podkładce pryzmowej. Przedmiot piłowany należy stopniowo obracać
w kierunku przeciwnym do kierunku ruchu roboczego pilnika. Podczas ruchu roboczego pilnik
należy prowadzić tak, aby jego koniec wykonywał półkolisty ruch w kierunku od powierzchni
obrabianej.
Rys. 12. Piłowanie powierzchni walcowych: a) zamocowanych poziomo w szczękach imadła, b) zamocowanych
pionowo w szczękach imadła, z użyciem podkładki zabezpieczającej szczęki imadła, c) zaciśniętych
w imadełku ręcznym, z zastosowaniem drewnianego klocka jako podparcia [2]
a)
b)
a)
b)
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Piłowanie otworów
Wykonanie zarysu otworów za pomocą piłowania należy poprzedzić wierceniem otworu lub
szeregu otworów okrągłych. Dobierając średnicę wiertła należy przewidzieć naddatek na
piłowanie.
Położenie środków otworów należy wytrasować tak, aby zarysy otworów nie przecinały się,
ponieważ w przeciwnym wypadku mogłoby nastąpić złamanie wiertła. Połączenia między
otworami usuwa się za pomocą przecinaka.
Do piłowania otworów, w zależności od ich kształtu i wymiarów, szczególnie przydatne są
pilniki ślusarskie trójkątne, kwadratowe, mieczowe i nożowe oraz pilniki igiełkowe.
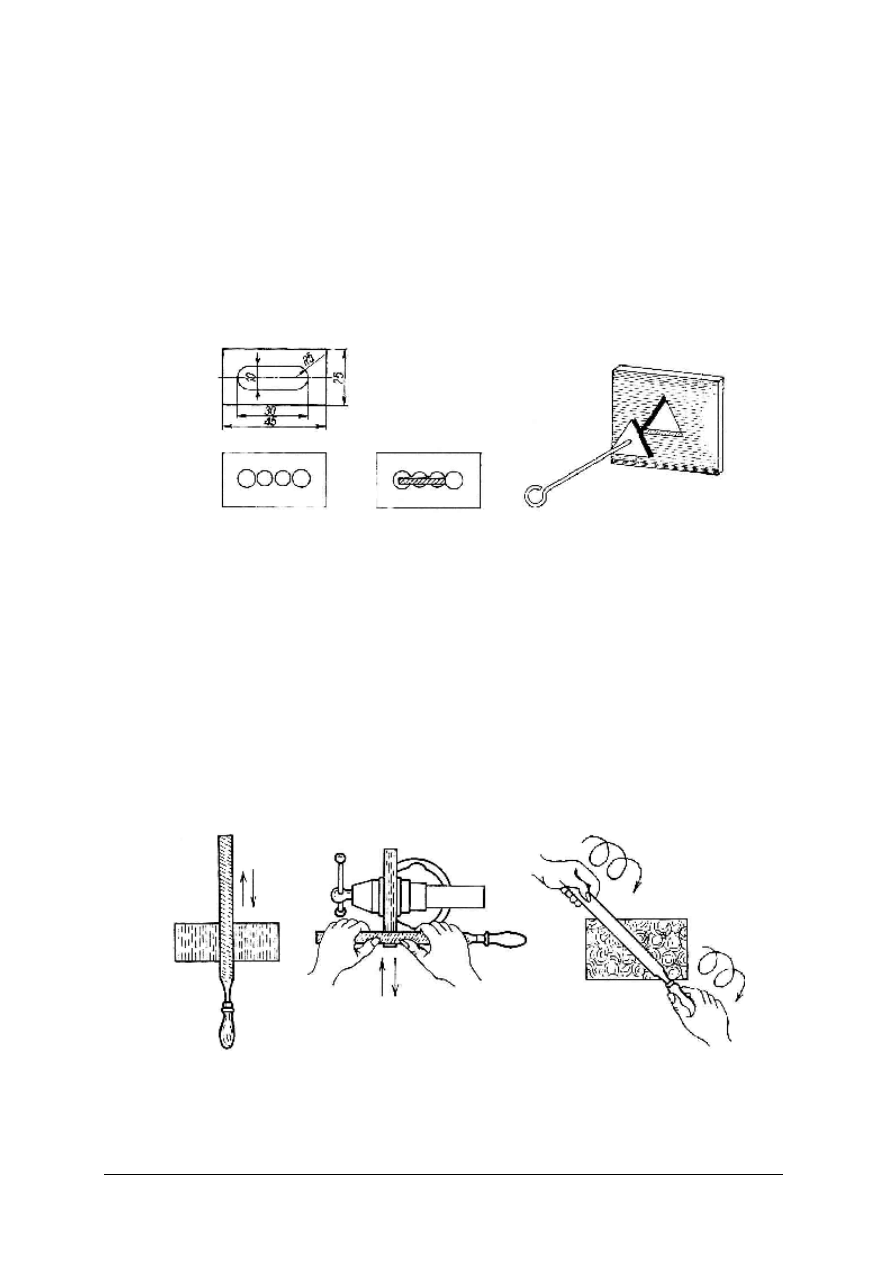
Rys. 13. Piłowanie otworów: a) czynności wykonywane podczas piłowania otworów: trasowanie, wiercenie (otwory
skrajne należy, o ile to możliwe, wiercić „na wymiar” – dzięki temu zaokrąglone powierzchnie otworu nie
wymagają dodatkowej obróbki za pomocą piłowania, natomiast otwory pośrednie wiercimy nieco mniejszą
średnicą) oraz piłowanie po wcześniejszym połączeniu otworów za pomocą przecinaka, b) wzornik do
kontroli jakości piłowania otworu kształtowego [1]
Piłowanie wykańczające
Piłowanie wykańczające wykonujemy za pomocą pilników lub płótna ściernego.
Do piłowania wykańczającego przeznaczone są pilniki: półgładziki, gładziki, podwójne
gładziki i jedwabniki. Wykonując piłowanie najdrobniejszymi pilnikami, należy często
je czyścić za pomocą szczotki drucianej i nacierać kredą.
Jeżeli wymagane jest, aby powierzchnia piłowana nie wykazywała kierunkowości struktury,
powstającej na skutek żłobienia rowków przez zęby pilnika, piłowanie wykańczające należy
wykonywać ruchem kołowym.
Rys. 14. Piłowanie wykańczające płaszczyzn pilnikiem gładzikiem lub jedwabnikiem: a) ruchem wzdłużnym,
b) ruchem poprzecznym, c) ruchem kołowym [10]
W celu wykonania obróbki wykańczającej za pomocą płótna ściernego, należy zastosować
płótno o drobnej gradacji (orientacyjnie o numerze 150 lub wyższym).
a)
b)
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Dla obróbki płaszczyzn i powierzchni wypukłych pasek płótna ściernego o odpowiedniej
szerokości nakładamy na pilnik płaski lub klocek, natomiast dla obróbki powierzchni wklęsłych
na wałek. Powierzchnie walcowe wykańcza się za pomocą paska płótna naprężonego oburącz
i przesuwanego wokół i wzdłuż obrabianej powierzchni.
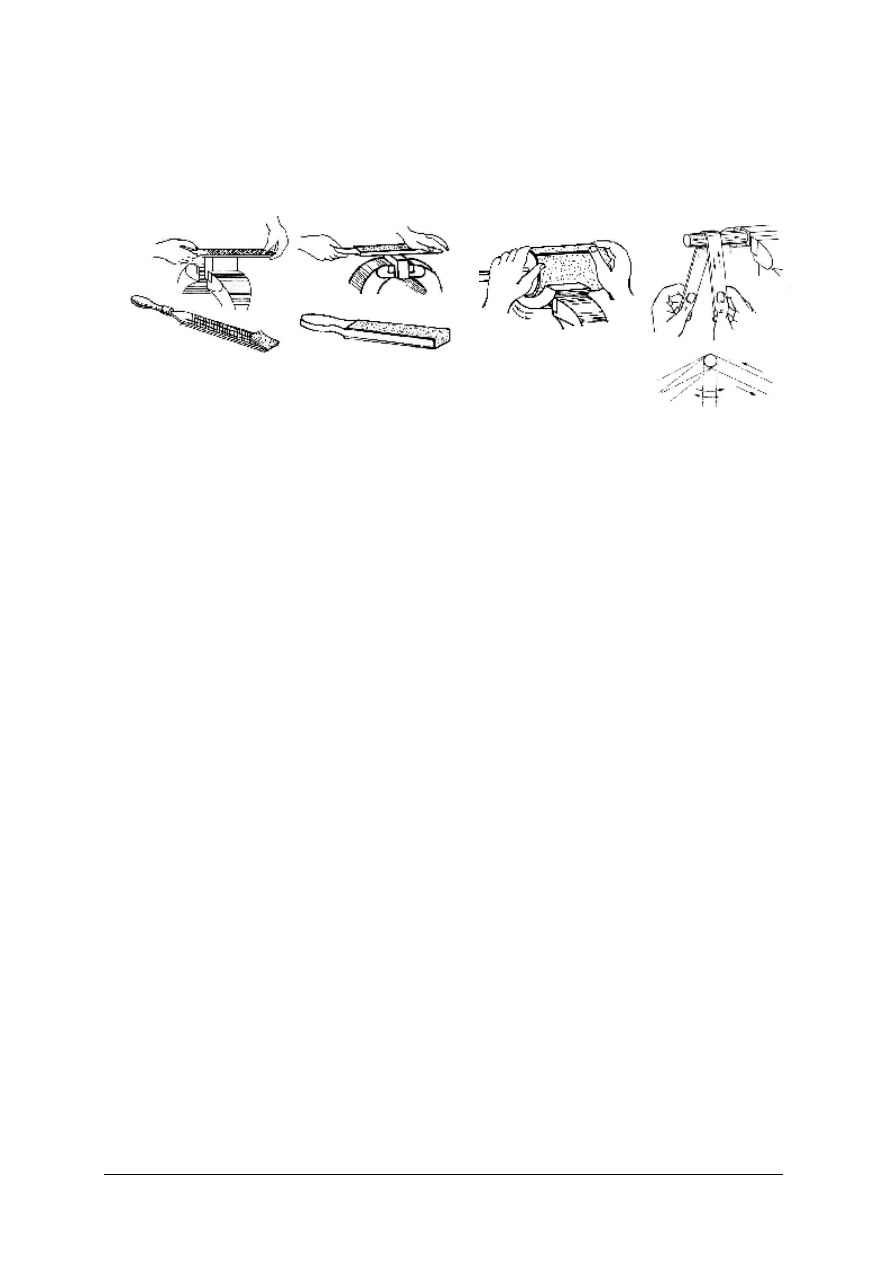
Rys. 15. Wykańczanie powierzchni płótnem ściernym: a) nałożonym na pilnik, b) naklejonym na klocek lub deseczkę,
c) nawiniętym na walec, d) prowadzonym swobodnie podczas wykańczania powierzchni walcowych [10]
Kontrola wyników piłowania
Kontrolę wyników piłowania, polegającą na sprawdzeniu wymiarów i kształtu obrabianego
przedmiotu, należy prowadzić na bieżąco. Po zakończeniu piłowania należy sprawdzić
zgodności wyrobu z dokumentacją wykonawczą.
Do kontroli wymiarowej stosujemy najczęściej suwmiarkę uniwersalną.
Sprawdzenia kątów dokonujemy kątomierzem uniwersalnym, a wzajemną prostopadłość
płaszczyzn – kątownikiem, pamiętając, że prawidłowy pomiar (sprawdzenie) kąta pomiędzy
płaszczyznami wymaga ustawienia narzędzia w płaszczyźnie prostopadłej do wspólnej krawędzi
płaszczyzn, pomiędzy którymi mierzymy kąt.
Płaskość powierzchni sprawdza się, obserwując pod światło wielkość szczeliny, za pomocą
liniału krawędziowego. Płaskość powinna być sprawdzana równomiernie na całej obrabianej
powierzchni i w różnych kierunkach.
Sprawdzenie prawidłowości wykonania powierzchni kształtowych najlepiej wykonać przez
przyłożenie wzornika i obserwację pod światło wielkości szczeliny.
Chropowatość powierzchni określa się metodą porównawczą przy użyciu wzorca
chropowatości.
Piłowanie mechaniczne
Do piłowania mechanicznego przeznaczone są maszyny nazywane pilnikarkami. Coraz
częściej spotyka się dwa rodzaje pilnikarek:
−
z pilnikiem obrotowym,
−
suwakowe.
Inne rodzaje pilnikarek, tzn. pilnikarki pionowe, taśmowe oraz tarczowe, są stosowane coraz
rzadziej.
Pilnikarki z pilnikiem obrotowym produkowane są jako elektryczne lub pneumatyczne.
Podstawowymi elementami budowy pilnikarek elektrycznych są: silnik elektryczny
z przekładnią oraz wałek giętki, zakończony uchwytem do mocowania pilników obrotowych
(frezów).
W urządzeniach o napędzie pneumatycznym sprężone powietrze doprowadzane jest do
rękojeści, wewnątrz której zabudowany jest szybkoobrotowy silnik pneumatyczny, napędzający
bezpośrednio pilnik obrotowy.
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Pilnikarki z pilnikiem obrotowym są szczególnie przydatne do wykonywania wgłębień
(np. przy wytwarzaniu matryc do kucia, form dla przetwórstwa tworzyw sztucznych), których
nie można uzyskać za pomocą piłowania ręcznego.
Przy doborze frezów kierujemy się kształtem piłowanej powierzchni. Siła docisku freza do
powierzchni obrabianej powinna być tak dobrana, aby podczas skrawania nie następował
zauważalny spadek jego prędkości obrotowej. Prędkość obrotowa narzędzia może być tym
wyższa, im mniejsza jest średnica freza, im bardziej miękki materiał podlega obróbce i im
mniejsza jest grubość warstwy skrawanej.
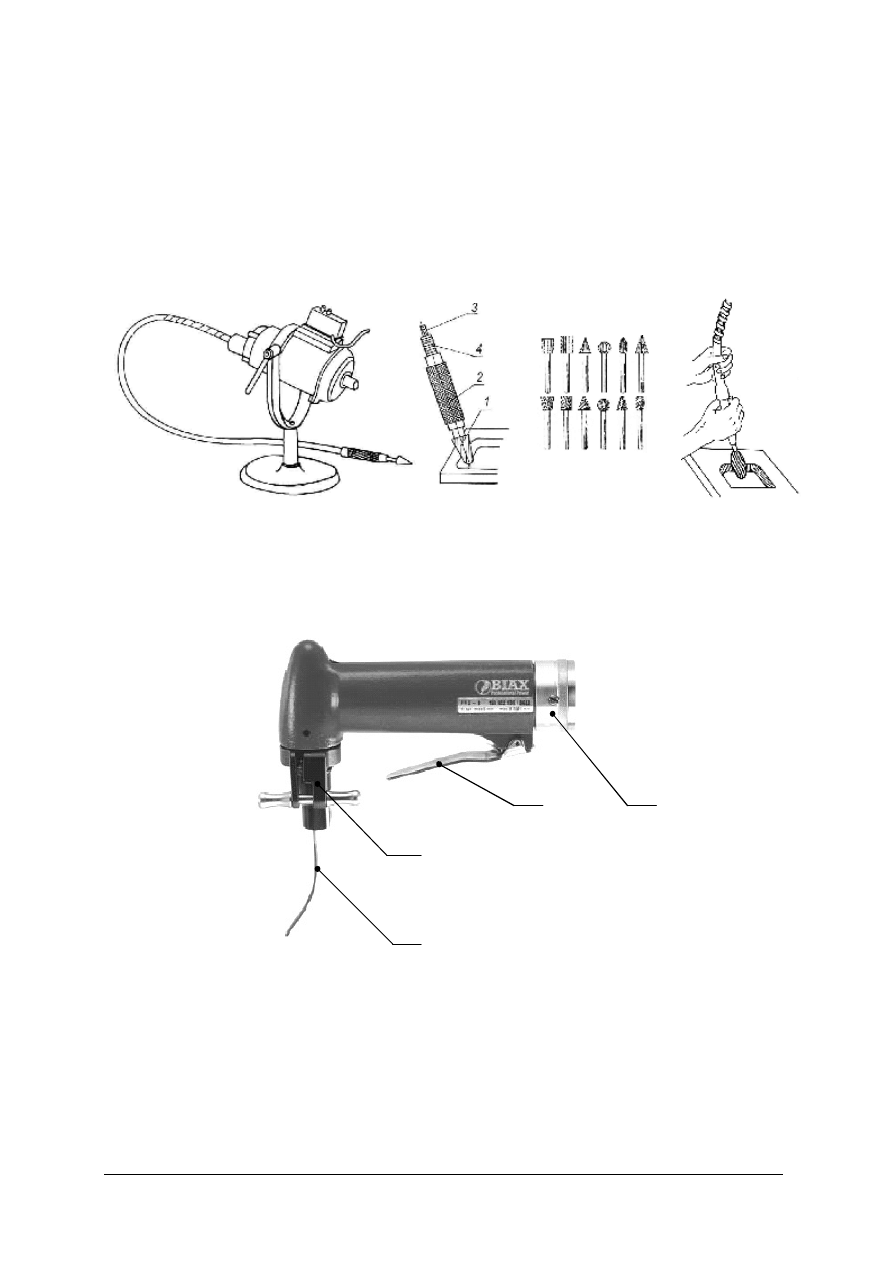
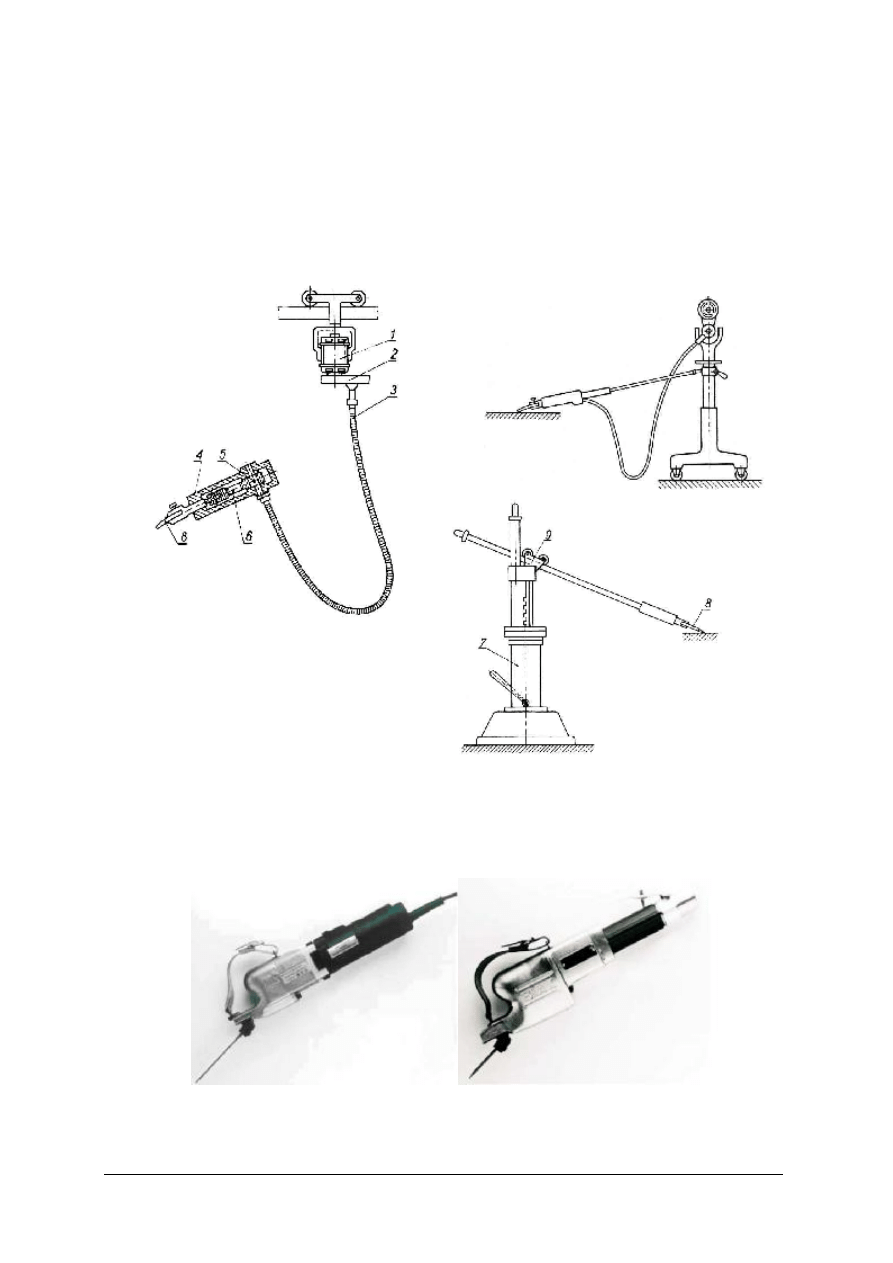
Rys. 16. Pilnikarka z wałkiem giętkim: a) widok urządzenia, b) komplet frezów trzpieniowych, c) sposób
prowadzenia narzędzia: 1 – frez, 2 – rękojeść, 3 – wałek gietki, 4 – pancerz [3, s. 10]
Podczas prowadzenia obróbki za pomocą pilnikarki z wałkiem giętkim, należy na bieżąco
kontrolować temperaturę urządzenia, ponieważ ulega ono szybkiemu nagrzewaniu. W przypadku
nadmiernego wzrostu temperatury praca powinna zastać przerwana na czas niezbędny
do wystygnięcia pilnikarki. Ponadto urządzenie to wymaga regularnego smarowania.
Rys. 17. Pilnikarka pneumatyczna z uchwytem pistoletowym: 1 – pilnik, 2 – obrotowa głowica mocująca,
3 – dźwignia zaworu włączającego, 4 – przyłącze przewodu powietrznego [14]
Pilnikarki suwakowe produkowane są wyłącznie jako narzędzia pneumatyczne. Mają postać
uchwytu prostego lub pistoletowego, wewnątrz którego znajduje się silnik pneumatyczny oraz
mechanizm, który przekształca ruch obrotowy silnika w
ruch posuwisto-zwrotny pilnika.
W zależności od modelu urządzenia, długość skoku pilnika wynosi od 1 do 9 mm, maksymalna
ilość skoków na minutę od 2400 do 12000, przy czym parametry te, w zależności od modelu,
1
2
3
4
a)
b)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
mogą być stałe lub regulowane. Urządzenia te są przystosowane do współpracy ze specjalnymi
pilnikami.
Zasady BHP podczas piłowania
Podczas piłowania występuje stosunkowo małe narażenie na urazy spowodowane
bezpośrednio rodzajem prowadzonej obróbki.
Do piłowania stosujemy tylko sprawne technicznie narzędzia. Pilnik powinien być w sposób
pewny osadzony w rękojeści. Rękojeść musi być kompletna, (jeżeli jest to rękojeść drewniana,
musi być wyposażona w metalową skuwkę) oraz pozbawiona pęknięć i zadziorów. Nie należy
używać pilników bez rękojeści lub pękniętych.
Przed rozpoczęciem piłowania należy sprawdzić zamocowanie przedmiotu w imadle.
Opiłki powinny być na bieżąco zmiatane za pomocą pędzla lub zmiotki, najlepiej od razu na
szufelkę. Nagromadzenie na podłodze opiłków (zwłaszcza metali nieżelaznych) zagraża
pośliźnięciem. W żadnym wypadku nie wolno usuwać opiłków ręką lub zdmuchiwać.
Do poważnych skaleczeń może dojść w przypadku przesunięcia dłonią po ostrych
krawędziach obrabianego przedmiotu. Przed wykonywaniem manipulacji przedmiotem,
zwłaszcza ciężkim, należy założyć rękawice ochronne.
Podczas piłowania przedmiotów o ostrych krawędziach nie należy podginać palców pod
pilnikiem podczas ruchu powrotnego narzędzia.
Przed rozpoczęciem piłowania mechanicznego należy sprawdzić stan techniczny pilnikarki.
W przypadku pilnikarek z napędem elektrycznym należy sprawdzić stan izolacji przewodu
zasilającego, natomiast w przypadku pneumatycznych szczelność i sprawność instalacji
pneumatycznej, zasilającej pilnikarkę oraz zgodność nastawy ciśnienia zasilającego z danymi
znamionowymi urządzenia.
Sprawdzeniu podlega również stan techniczny narzędzia (freza lub pilnika) i poprawność
jego zamocowania w uchwycie pilnikarki. Podczas pracy pilnikarkę należy trzymać w sposób
pewny. Po zakończeniu obróbki odłożenie uchwytu powinno nastąpić po całkowitym
zatrzymaniu pilnika.
Podczas pracy pilnikarką z wałkiem giętkim należy kontrolować promień zagięcia wałka.
Gdy jest on zbyt mały, może nastąpić skręcenie wałka w pętlę, któremu towarzyszy gwałtowne
szarpnięcie, mogące prowadzić do utraty kontroli nad końcówką roboczą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest zalecana wielkość naddatku na piłowanie zgrubne, a jaka na wykańczające?
2. O czym informuje liczbowe oznaczenie pilnika?
3. Jakie jest przeznaczenie tarników?
4. Na jaką wysokość powinna wystawać ponad szczękami imadła obrabiana powierzchnia?
5. W jaki sposób mocuje się blachy do piłowania?
6. W jaki sposób osadza się pilnik w rękojeści?
7. W jaki sposób czyści się pilniki?
8. Jaka jest prawidłowa postawa przy piłowaniu?
9. Na czym polega piłowanie krzyżowe?
10. W jakiej kolejności wykonujemy piłowanie płyt prostopadłościennych?
11. Jak prowadzimy pilnik podczas piłowania wykańczającego płaszczyzn?
12. Jak prowadzimy pilnik podczas piłowania wykańczającego powierzchni wklęsłych?
13. W jaki sposób wykańcza się powierzchnie piłowane przy użyciu płótna ściernego?
14. W jaki sposób usuwa się opiłki z przedmiotu obrabianego?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj klasyfikacji i oceny stanu technicznego pilników stanowiących wyposażenie
pracowni obróbki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z formularzem sprawozdania,
2) przeczytać i wypełnić rubryki zamieszczone w I części sprawozdania,
3) pobrać wskazane pilniki,
4) na podstawie oględzin i pomiarów pilników wypełnić tabelę
−
II część sprawozdania,
5) uporządkować stanowisko i przygotować się do prezentacji,
6) dokonać prezentacji, przekazać sprawozdanie i zdać pilniki.
Wyposażenie stanowiska pracy:
−
formularz sprawozdania z wykonania ćwiczenia (załącznik 1),
−
zestaw pilników,
−
przyrządy pomiarowe: suwmiarka uniwersalna, przymiar końcowo-kreskowy, miara
zwijana,
−
lupa,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Załącznik 1
Imię i nazwisko …………………………………
…………………………………
Klasyfikacja i ocena stanu technicznego pilników.
Część I
Uzupełnij poniższe rubryki:
1
Według Polskiej Normy RPSa to oznaczenie ……………………………………..….,
natomiast ………………. to oznaczenie pilnika igiełkowego trójkątnego.
2
Pilnik płaski, którego część robocza jest na końcu zwężona, nosi nazwę pilnika
…………………………... .
Naszkicuj kształt przekroju poprzecznego pilnika:
nożowego
soczewkowego
mieczowego
3
4
Gęstość nacięć pilnika jest to ………………………………………………………….
5
Na podstawie gęstości nacięć określa się numer pilnika (który jest liczbą od ….. do ….)
oraz jego nazwę, np. …………………………………………………………………. .
6
Im wyższy numer pilnika, tym gęstość nacięć jest ………………….. .
7
Długością pilnika to długość jego …………………………………… .
8
Wymiarami przekroju poprzecznego pilnika płaskiego są …………………………,
okrągłego ……………………….., owalnego ……………………………… .
9
Wyróżnia się ………… rodzajów nacięć pilników.
Narysuj zarysy zębów pilnika wykonanych za pomocą różnych technologii.
Zęby:
przeciągane
frezowane
nacinane przecinakiem
10
11 Opisz, na co zwrócisz uwagę, oceniając poprawność osadzenia rękojeści pilnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Część II
Dokonaj klasyfikacji i oceny stanu technicznego pilników, otrzymanych od nauczyciela.
Stan techniczny pilników oceń według następującej skali:
0 – zły (np. pęknięta rękojeść), 1 – dostateczny (np. nieliczne ślady korozji), 2 – dobry
(np. ostrze nie nosi śladów zużycia). Wyniki obserwacji zapisz w tabeli:
Lp.
Rodzaj pilnika
Oznaczenie wg PN
Gęstość nacięć
Numer
Nazwa
Długość
Wymiary poprzeczne ostrza
Rodzaj nacięć
Technologia wykonania nacięć
Materiał rękojeści
Stępienie ostrza
Wykruszenia materiału
Korozja
Zanieczyszczenie ostrza opiłkami
Stan rękojeści
S
ta
n
t
ec
hn
icz
ny
Osadzenie rękojeści

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 2
Przeprowadź badanie chropowatości powierzchni, uzyskiwanych w wyniku operacji
piłowania ręcznego oraz wykańczania powierzchni za pomocą płótna ściernego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) pobrać próbki materiałów do piłowania oraz komplet pilników płaskich,
2) ponumerować w sposób trwały powierzchnie próbek,
3) wykonać piłowanie poszczególnymi pilnikami próbek różnych materiałów, zachowując
właściwą technikę piłowania,
4) porównać chropowatość obrobionych powierzchni z wzorcami chropowatości i zapisać
uzyskane wyniki w tabeli,
5) przygotować paski płótna ściernego i, nakładając je na pilnik, wykonać szlifowanie
kolejnych próbek, a następnie określić ich chropowatość, posługując się kompletem
wzorców chropowatości,
6) złożyć próbki, uporządkować stanowisko, oczyścić, zakonserwować i zdać pilniki,
7) uzupełnić i przeanalizować tabelę pomiarów chropowatości, zanotować spostrzeżenia
i przygotować się do dyskusji nad wnioskami z ćwiczenia.
Wyposażenie stanowiska pracy:
−
tabela pomiarów (załącznik 1),
−
komplet próbek do piłowania,
−
stół ślusarski z imadłem ślusarskim,
−
zestaw pilników i płótno ścierne o różnej ziarnistości,
−
wzorce chropowatości,
−
pisak,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Załącznik 1
Imię i nazwisko ………………………..
Tabela pomiarów chropowatości
Materiał próbki
stal
stop alum.
mosiądz
gatunek
gatunek
gatunek
Lp.
Numer pilnika
R
a
[µm]
Nr próbki
Uwagi
Nr płótna ściernego
Ćwiczenie 3
Za pomocą operacji piłowania wykonaj płytkę płaskorównoległą według otrzymanej
dokumentacji technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczną do ćwiczenia,
2) obliczyć wymiary surówki wyrobu, przyjmując naddatek na piłowanie każdej z powierzchni
równy 2 mm,
3) ze wskazanego materiału wykonać surówkę do piłowania; wykonać trasowanie, uzyskać
akceptację nauczyciela, i przeprowadzić cięcie materiału za pomocą piłki do metalu,
4) pobrać narzędzia obróbkowe i przyrządy pomiarowe, sprawdzić ich stan techniczny, zgłosić
ewentualne usterki,
5) określić kolejność obróbki powierzchni płytki,
6) wykonać trasowanie, obróbkę zgrubną i wykańczającą kolejnych powierzchni płytki,
zmieniając mocowanie przedmiotu i prowadząc na bieżąco kontrolę wymiarową,
7) sprawdzić jakość wykonania części i wypełnić kartę kontroli wyrobu,
8) oczyścić, zakonserwować i zdać narzędzia oraz uporządkować stanowisko,
9) zgłosić zakończenie wykonania ćwiczenia,
10) zaprezentować wykonanie ćwiczenia, omawiając szczegóły technologiczne i oceniając
jakość wykonania części,
11) część wraz z kartą kontrolną przekazać do oceny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna: rysunek wykonawczy (załącznik 1) i tabela odchyłek,
−
karta kontroli wyrobu (załącznik 2),
−
stół ślusarski z imadłem ślusarskim,
−
zestaw pilników,
−
piłka do metalu,
−
narzędzia traserskie i przyrządy pomiarowe,
−
materiały (pręty płaskie, kawałki blachy itp.),
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
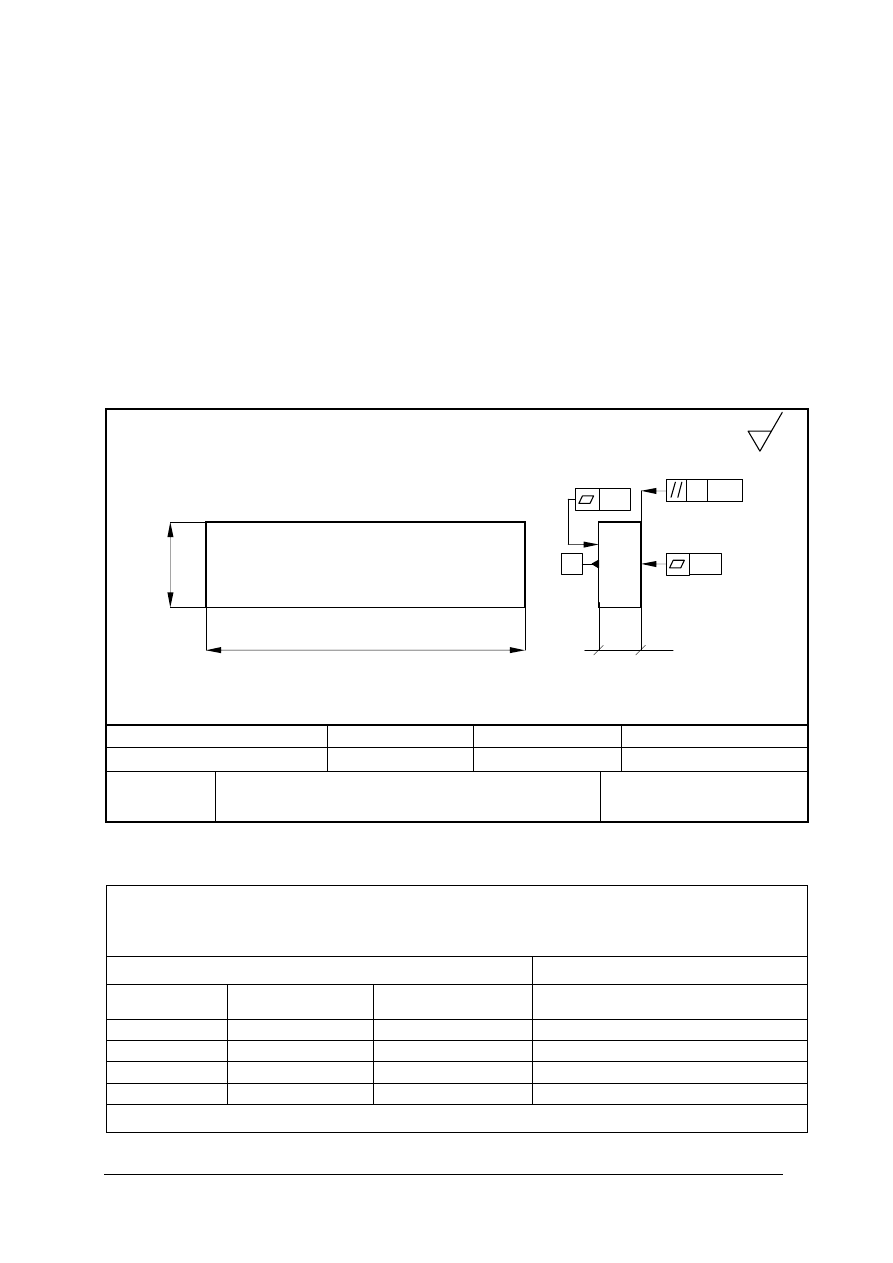
Załącznik 1
Załącznik 2
………………….. , dnia …………………
Karta kontroli wyrobu
Nazwa wyrobu
Rysunek
Wymiar
nominalny
Wymiary graniczne
(dolny – górny)
Wymiar zmierzony
Zgodność wymiaru z dokumentacją
(wpisać tak lub nie)
Odchyłki kształtu i położenia
1. Wymiary nietolerowane wykonać wg IT 14,
2. ostre krawędzie fazować 1x45°.
Materiał
Gatunek
Norma
Blacha gruba
St3
PN-88/H-93202
Podziałka
Nazwa przedmiotu
Nr rysunku
1:1
Płytka płaskorównoległa
Z1.03 – 1 - 3
150
40
A 0,05
A
0,05
0,05
20
+0,15
+0,05
Ra6,3
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Opis
Wartość
dopuszczalna
Wartość
zmierzona
Zgodność odchyłki z dokumentacją
(wpisać tak lub nie)
Stwierdza się, że wyrób jest zgodny/niezgodny* z wymaganiami zawartymi w dokumentacji technicznej.
Przyrządy pomiarowe:
1)
2)
3)
4)
5)
Wykonał:
…………………………………………………..
(imię i nazwisko)
………………………………
(podpis)
* niepotrzebne skreślić
Ćwiczenie 4
Za pomocą operacji piłowania wykonaj sprawdzian do wałków według otrzymanej
dokumentacji technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczną do ćwiczenia oraz przykładami kart
technologicznych,
2) określić niezbędne narzędzia obróbkowe i traserskie, przyrządy pomiarowe oraz pomoce
warsztatowe,
3) określić kolejność operacji obróbkowych i wypełnić kartę technologiczną,
4) dobrać materiał do wykonania części,
5) wykonać kolejno zapisane w karcie technologicznej operacje, w międzyczasie zgłaszając
gotowość do wykonania operacji wiercenia otworów,
6) sprawdzić jakość wykonania części i wypełnić kartę kontroli wyrobu,
7) oczyścić, zakonserwować i zdać narzędzia, uporządkować stanowisko,
8) zgłosić zakończenie wykonania ćwiczenia i przygotować się do prezentacji,
9) zaprezentować wykonanie ćwiczenia, omawiając szczegóły technologiczne i oceniając
jakość wykonania części,
10) przekazać do oceny część wraz z wypełnionymi kartami: technologiczną i kontrolną.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna: rysunek wykonawczy (załącznik 1) i tabele odchyłek,
−
przykłady kart technologicznych,
−
karta technologiczna (załącznik 2) i karta kontroli wyrobu (załącznik 3),
−
materiały (pręty płaskie, blachy kawałkowe itp.),
−
stół ślusarski z imadłem ślusarskim,
−
wiertarka stołowa z wyposażeniem,
−
piłka do metalu, zestaw pilników, płótno ścierne,
−
narzędzia traserskie i przyrządy pomiarowe,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
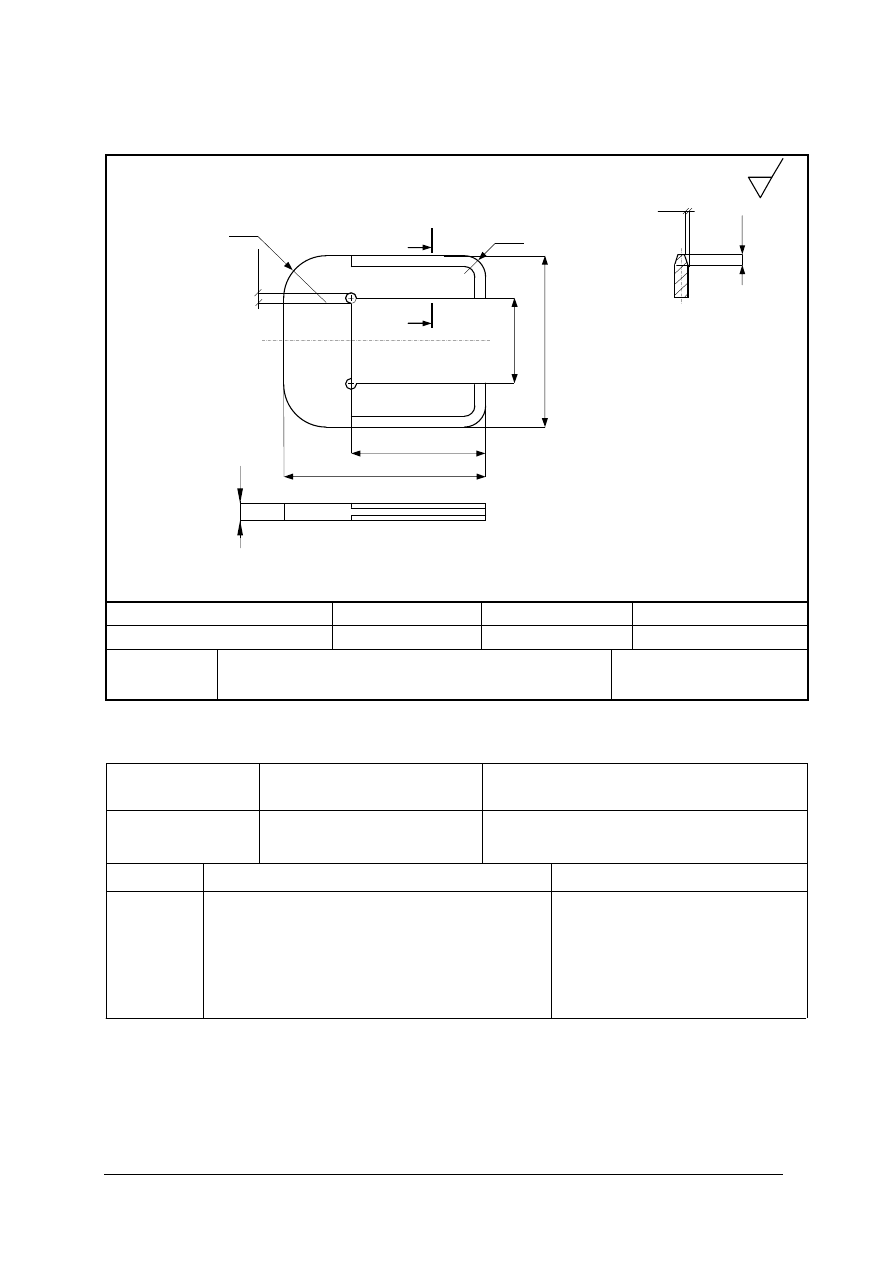
Załącznik 1
Załącznik 2
Nazwa części:
Nr rysunku:
Gatunek materiału:
Postać i wymiary surówki:
Nr operacji
Opis operacji
Narzędzia i oprzyrządowanie
1. Wymiary nietolerowane wykonać wg szeregu zaokrąglonych odchyłek średniodokładnych,
2. ostre krawędzie fazować 0,5x45°.
Materiał
Gatunek
Norma
St6
PN-88/H-93202
Podziałka
Nazwa przedmiotu
Nr rysunku
1:1
Sprawdzian przechodni do wałków
∅
20
Z1.03
−1−4
4
1
3
∅
2,5
40
32
48
A
A
A
− A
20
−0
,1
−0
,2
R5
R10
Ra6,3
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Załącznik 3
………………….. , dnia …………………
Karta kontroli wyrobu
Nazwa wyrobu
Rysunek
Wymiar
nominalny
Wymiary graniczne
(dolny – górny)
Wymiar zmierzony
Zgodność wymiaru z dokumentacją
(wpisać tak lub nie)
Stwierdza się, że wyrób jest zgodny/niezgodny* z wymaganiami zawartymi w dokumentacji technicznej.
Przyrządy pomiarowe:
1)
2)
3)
4)
5)
Wykonał:
…………………………………………………..
(imię i nazwisko)
………………………………
(podpis)
* niepotrzebne skreślić
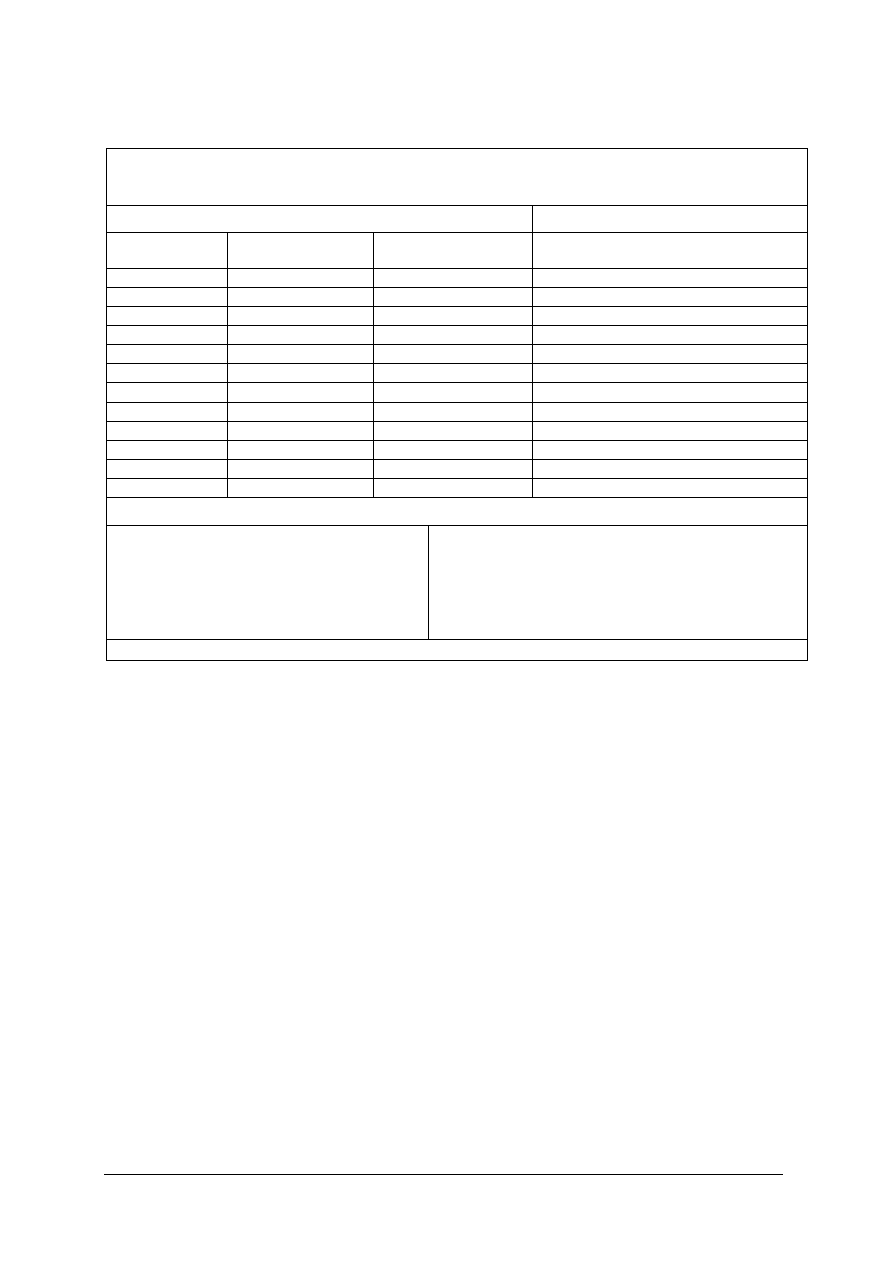
Ćwiczenie 5
Za pomocą operacji piłowania wykonaj replikę dźwigni zaworu zabytkowej maszyny
parowej według otrzymanej dokumentacji technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczną do ćwiczenia i zaleceniami dotyczącymi
eksploatacji pilnikarki,
2) określić niezbędne narzędzia obróbkowe i traserskie oraz przyrządy pomiarowe, urządzenia
oraz pomoce warsztatowe,
3) dobrać materiał do wykonania części,
4) określić kolejność operacji obróbkowych i wypełnić kartę technologiczną, uwzględniając
piłowanie rowka na powierzchni dźwigni za pomocą pilnikarki z napędem mechanicznym,
5) wykonać kolejno zapisane w karcie technologicznej operacje; zgłosić gotowość do
wykonania operacji wiercenia, a następnie piłowania mechanicznego,
6) sprawdzić jakość wykonania częsci i wypełnić kartę kontroli wyrobu,
7) oczyścić, zakonserwować i zdać narzędzia, uporządkować stanowisko,
8) zgłosić zakończenie wykonania ćwiczenia i przygotować się do prezentacji,
9) zaprezentować wykonanie ćwiczenia, omawiając szczegóły technologiczne i oceniając
jakość wykonania części oraz poprawność planowania kolejności operacji obróbkowych,
10) przekazać do oceny część wraz z kartą technologiczną i kartą kontroli wyrobu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna: rysunek wykonawczy (załącznik 1), tabele odchyłek,
−
karta technologiczna,
−
karta kontroli wyrobu,
−
dokumentacja techniczno-ruchowa (instrukcja obsługi) pilnikarki,
−
materiały (pręty płaskie, pręty okrągłe itp.),
−
stół ślusarski z imadłem ślusarskim,
−
pilnikarka z wałkiem giętkim wraz z zestawem pilników obrotowych,
−
zestaw pilników ślusarskich i igiełkowych, płótno ścierne,
−
przyrządy pomiarowe i narzędzia traserskie,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Załącznik 1
1. Wymiary nietolerowane wykonać wg szeregu zaokrąglonych odchyłek średniodokładnych,
2. ostre krawędzie główki klucza zaokrąglić R 0,5,
3. dopuszczalne zaokrąglenie naroży otworu
12,7 równe R0,5.
Materiał
Gatunek
Norma
MO58
PN-77/H-87025
Podziałka
Nazwa przedmiotu
Nr rysunku
1:1
Dźwignia zaworu
Z1.03
−1−5
Ra 1,60
M
szlifować płótnem ściernym
R
12
140
∅
24
∅
32
10
12
,7
4
4
10
18
R
R
Ra 12,5

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznawać i dobierać pilniki do operacji piłowania?
¨
¨
2) wykonać piłowanie powierzchni płaskich?
¨
¨
3) wykonać piłowanie powierzchni wypukłych, wklęsłych i walcowych?
¨
¨
4) wykonać piłowanie otworów kształtowych?
¨
¨
5) wykonać piłowanie mechaniczne?
¨
¨
6) sprawdzić jakość piłowania?
¨
¨
7) wykończyć piłowane powierzchnie płótnem ściernym?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.2. Skrobanie
4.2.1. Materiał nauczania
Skrobanie jest to obróbka wykańczająca powierzchni przedmiotów metalowych, polegająca
na ręcznym usuwaniu nierówności. Nierównościami usuwanymi za pomocą skrobania
są falistość i chropowatość powierzchni, powstałe w trakcie poprzedniej obróbki. Falistość
to głównie efekt drgań układu obrabiarka – narzędzie – przedmiot obrabiany, natomiast
chropowatości powstają na skutek rozrywania materiału pod działaniem sił skrawania oraz jako
ślady narzędzi obróbkowych. Skrobanie wykonuje się za pomocą skrobaków.
Skrobanie zalicza się do dużej grupy metod, noszących wspólną nazwę obróbki
powierzchniowej.
Skrobanie jest operacją bardzo pracochłonną i w znacznym stopniu zostało zastąpione przez
dokładne szlifowanie mechaniczne, jednakże w wielu przypadkach jest nadal stosowane dla
uzyskania dużej dokładności współpracujących części, np. przy naprawie prowadnic obrabiarek
i łożysk ślizgowych.
Wielkość naddatku na skrobanie wynosi 0,05 ÷ 0,45 mm. Naddatek jest tym większy,
im większa jest powierzchnia obrabianej płaszczyzny lub średnica obrabianego otworu.
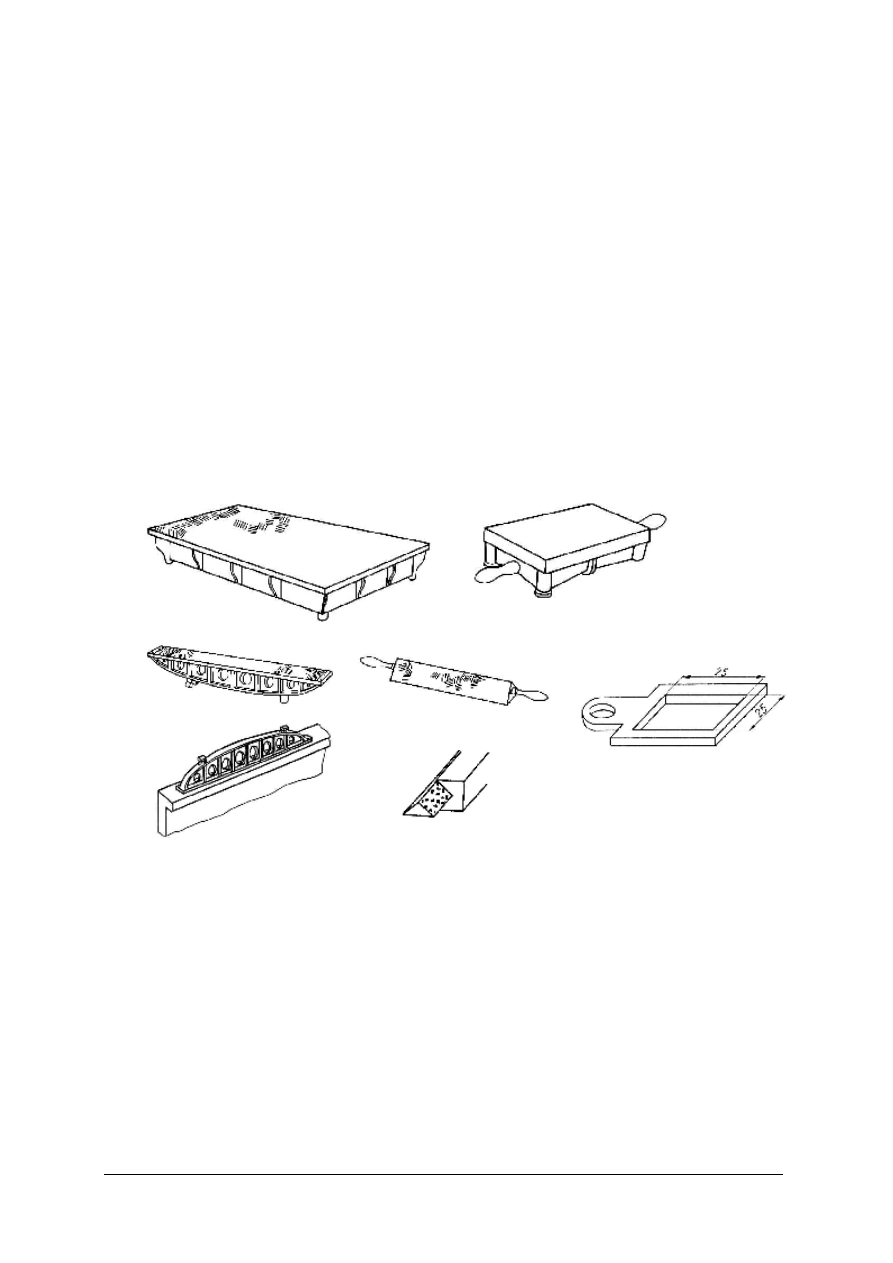
Skrobaki
Do skrobania powierzchni płaskich stosowane są skrobaki płaskie, o krawędzi ostrza prostej
lub zaokrąglonej. Do obróbki powierzchni płaskich trudno dostępnych stosowane są skrobaki
wygięte.
Rys. 18. Budowa skrobaka: 1 – ostrze, 2 – część robocza, 3 – rękojeść z metalową skuwką [2]
Skrobanie powierzchni wklęsłych i kształtowych wykonuje się za pomocą skrobaków
trójkątnych – pełnych, wygiętych lub łyżkowych.
Pod względem budowy skrobaki dzielą się na: pełne, składane i łączone. W skrobakach
pełnych część robocza stanowi z ostrzem jednolitą całość. Skrobaki jednostronne zakończone są
chwytem, za pośrednictwem którego narzędzie jest osadzane w rękojeści, natomiast dwustronne
mają ostrza na obu końcach.
W skrobakach składanych i łączonych ostrze, wykonane ze stali narzędziowej lub węglików
spiekanych, jest zaciśnięte lub przykręcone w specjalnej oprawie, zaopatrzonej w rękojeść.
Skrobaki są wytwarzane ze stali narzędziowych węglowych lub stopowych i podlegają
obróbce cieplnej – hartowaniu i odpuszczaniu – w celu uzyskania bardzo wysokiej twardości
ostrza.
3
2
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 19. Rodzaje skrobaków: a) płaski, b) płaski dwustronny, c) płaski wygięty, d) łączony, e) trójkątny pełny,
f) trójkątny wyżłobiony, g) trójkątny łyżkowy, h) składany uniwersalny: 1 – wymienne ostrze,
2 – oprawka, 3 – płytka dociskowa, 4 – śruba, 5 – rękojeść [2, s. 3]
Podczas eksploatacji skrobaki wymagają częstego ostrzenia. Ostrzenie przeprowadza się
na szlifierce-ostrzarce, po czym dogładza się powierzchnie ostrza za pomocą osełki, dbając
o zachowanie właściwej jego geometrii. Podczas ostrzenia nie wolno dopuścić do nadmiernego
wzrostu temperatury ostrza, aby nie nastąpiło jego rozhartowanie. Ostrza z węglików nie
podlegają ostrzeniu i należy je wymienić na nowe.
Rys. 20. Ostrzenie skrobaków: a) szlifowanie skrobaka plaskiego na szlifierce-ostrzarce, b) gładzenie na osełce,
c) szlifowanie na szlifierce-ostrzarce skrobaka trójkątnego [1]
a)
b)
c)
a)
b)
g)
h)
c)
d)
e)
f)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Przyrządy sprawdzające
Przyrządami sprawdzającymi, stosowanymi podczas operacji skrobania, są:
−
płyty kontrolne stałe, służące do sprawdzania powierzchni stosunkowo lekkich
przedmiotów, które umieszcza się na płycie przykładając powierzchnię sprawdzaną do
powierzchni płyty,
−
płyty kontrolne przenośne, lżejsze od stałych i zaopatrzone w uchwyty, które stosuje się
w przypadku sprawdzania powierzchni przedmiotów ciężkich – płyty takie kładzie się na
przedmiocie sprawdzanym,
−
liniały powierzchniowe, stosowane do sprawdzania długich i wąskich płaszczyzn, w sposób
podobny, jak płyty przenośne;
−
liniały trójkątne, o różnych kątach (45°, 50°, 55°, 60°, 90°), stosowane do sprawdzania
powierzchni wewnętrznych, np. kątów dwuściennych w prowadnicach trapezowych
obrabiarek,
−
nakładki pryzmowe, stosowane do sprawdzania prowadnic pryzmowych obrabiarek,
−
ramki kontrolne o wymiarach wewnętrznych 25 x 25 mm, służące do liczenia plamek tuszu
podczas określania dokładności skrobania.
Rys. 21. Przyrządy sprawdzajace, stosowane podczas skrobania: a) płyta kontrolna stała, b) płyta kontrolna
przenośna, c) liniał powierzchniowy, d) liniał trójkątny, e) ramka kontrolna [1, 3, 10]
Skrobanie płaszczyzn
Przed rozpoczęciem skrobania płaszczyzny należy sprawdzić jej płaskość liniałem
krawędziowym. O odchyłce płaskości świadczy nierównomierność szczeliny świetlnej pomiędzy
powierzchniami liniału i przedmiotu. Celem usunięcia tej odchyłki powierzchnię należy
wstępnie obrobić za pomocą piłowania gładzikiem.
Jeżeli na powierzchni przygotowywanej do skrobania występują zadziory, należy je również
usunąć za pomocą gładzika.
Po stwierdzeniu, że szczelina światła jest równomierna (jej szerokość powinna wynosić
ok. 0,05 mm), należy opiłować ostre krawędzie przedmiotu i starannie oczyścić jego
powierzchnię po piłowaniu.
a)
b)
c)
d)
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Kolejną czynnością jest sprawdzenie powierzchni „na tusz”, za pomocą płyty kontrolnej,
liniału powierzchniowego lub trójkątnego.
Po dokładnym wytarciu powierzchni płyty kontrolnej nanosi się na nią, za pomocą tamponu
lub specjalnego wałka, cienką i równomierną warstwę tuszu technicznego, sporządzonego
z pigmentu (np. błękitu pruskiego albo sadzy angielskiej, czyli czerni żelazowej) i oleju
maszynowego. Na przygotowanej powierzchni płyty umieszcza się sprawdzany przedmiot
i przesuwa kilkukrotnie ruchem kolistym.
Następnie przedmiot zdejmuje się z płyty i w zależności od jego ciężaru i kształtu, ustawia
na stole ślusarskim lub mocuje w imadle tak, aby płaszczyzna obrabiana była usytuowana
poziomo.
W przypadku przedmiotów bardzo ciężkich, na które płyta lub liniał są nakładane,
sprawdzanie powierzchni ma przebieg podobny.
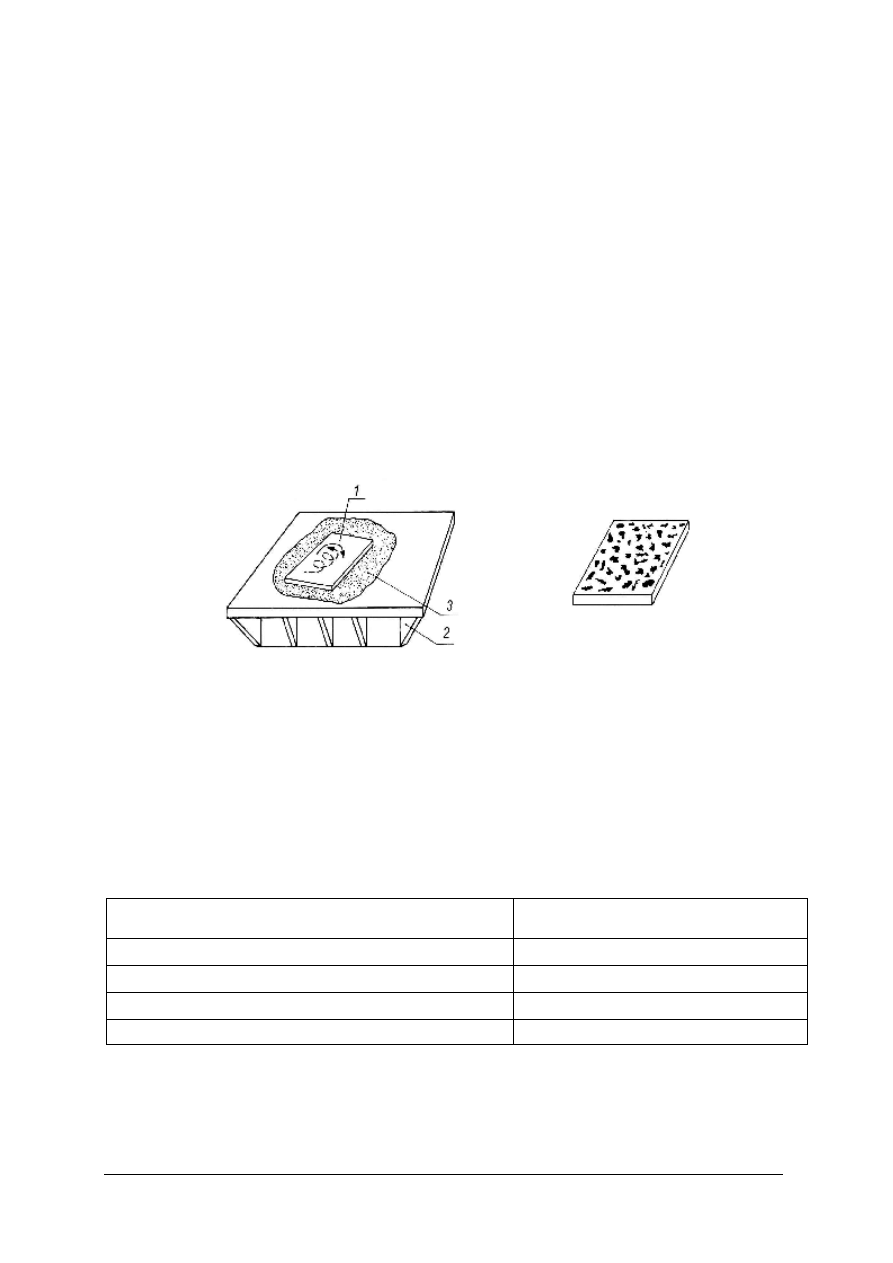
Na powierzchni obrabianej występują plamy tuszu. Plamy jasne (z których tusz został starty
w czasie pocierania o płytę wzorcową) pokrywają najwyższe wypukłości materiału, należy
zatem skrobać je w pierwszej kolejności. Plamy ciemne (na których tusz osiadł, ale nie został
starty) pokrywają wypukłości o mniejszej wysokości, które winny podlegać skrobaniu
w kolejności dalszej. Obszary płaszczyzny nie pokryte tuszem odpowiadają zagłębieniom
nierówności i nie podlegają skrobaniu.
Rys. 22. Sprawdzanie powierzchni „na tusz”: a) nanoszenie tuszu na przedmiot obrabiany, b) powierzchnia pokryta
plamkami tuszu: 1 – przedmiot obrabiany, 2 – płyta kontrolna, 3 – warstwa tuszu technicznego [2]
Po przeprowadzeniu skrobania, w trakcie kolejnego sprawdzania powierzchni tuszem można
zaobserwować, że plamek przybyło, ale są one drobniejsze.
Kolejne sprawdzenia powierzchni i następujące po nim skrobanie wykonuje się aż
do momentu uzyskania wymaganej dokładności obróbki.
Miarą dokładności skrobania jest liczba plamek tuszu, przypadająca na cal kwadratowy.
Właśnie taką powierzchnię ma okienko ramki kontrolnej, w którym liczymy plamki po jej
przyłożeniu do powierzchni skrobanej.
Tabela 1. Zalecana dokładność skrobania [1]
Element obrabiany
Liczba punktów przylegania (plamek) na cal
2
Powierzchnie przyrządów wzorcowych i kontrolnych
25 ÷ 32
Prowadnice obrabiarek precyzyjnych
16 ÷ 20
Prowadnice obrabiarek ogólnego przeznaczenia
8 ÷ 12
Prowadnice obrabiarek ciężkich
5 ÷ 8
Pierwsza operacja skrobania jest to skrobanie zgrubne. Wykonuje się je szerokim
skrobakiem o zaokrąglonej krawędzi, za wyjątkiem brzegów płaszczyzny, które należy skrobać
przy użyciu szerokiego narzędzia o prostej krawędzi ostrza. Do kończącego obróbkę skrobania
wykańczającego, stosuje się skrobaki wąskie o prostej krawędzi ostrza.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
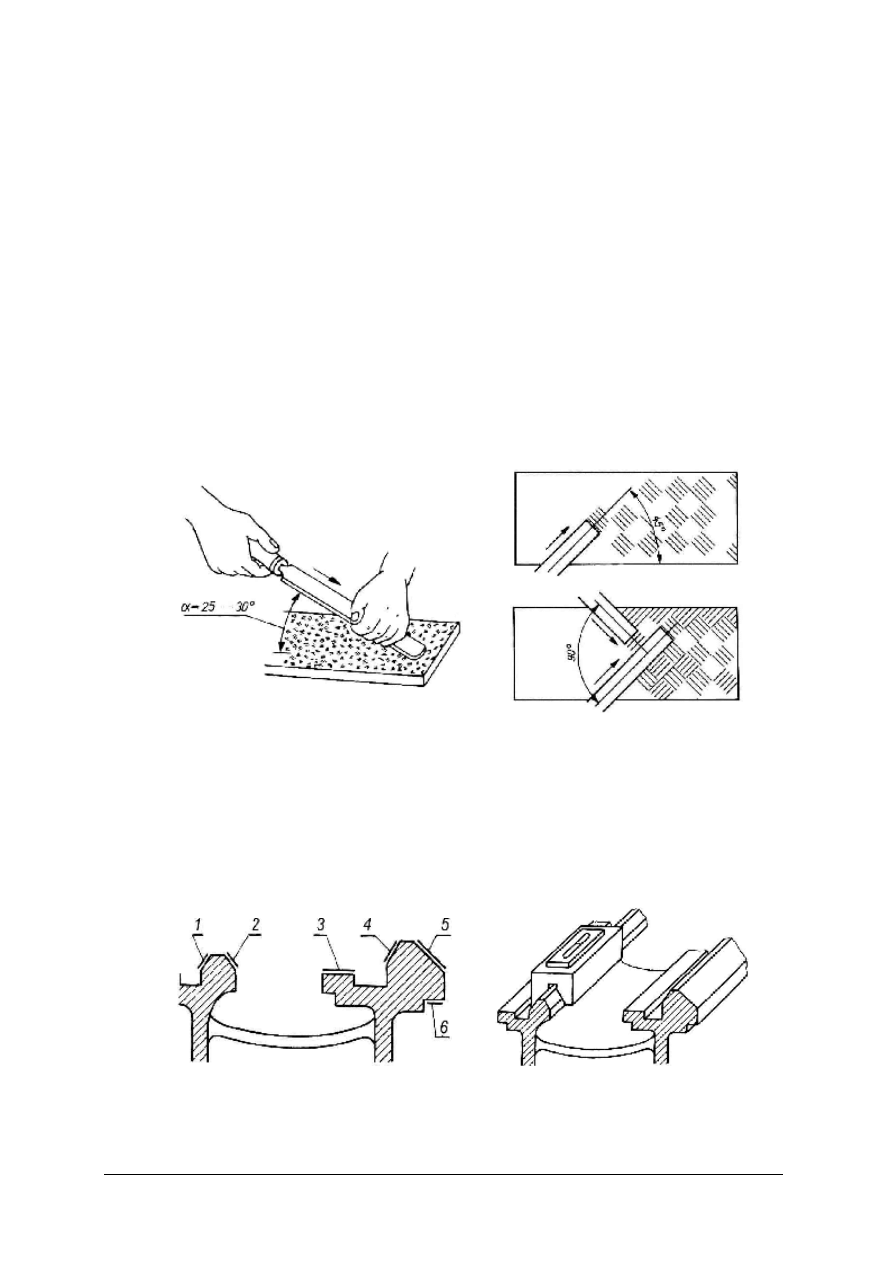
Skrobanie wykonuje się w pozycji stojącej. Narzędzie należy uchwycić oburącz. Kąt
nachylenia skrobaka do obrabianej płaszczyzny powinien wynosić 25° ÷ 30°.
Prawą ręką, w której trzyma się rękojeść, nadaje się skrobakowi ruchy posuwisto-zwrotne,
natomiast lewą ręką dociska się skrobak, w jego środkowej części, do powierzchni obrabianej.
Skrobak dociska się tylko podczas ruchu roboczego, natomiast podczas ruchu powrotnego
należy go odrywać od skrobanej powierzchni.
Postawa w czasie skrobania powinna być swobodna. Nie należy wywierać na narzędzie
nacisku całym ciężarem ciała, gdyż użycie zbyt dużej siły może doprowadzić do powstania na
powierzchni obrabianej zadziorów, oraz grozi, w przypadku ześliźnięcia się skrobaka, utratą
równowagi i poważnymi urazami.
Podczas skrobania zgrubnego wykonuje się prostoliniowe posuwy robocze o długości około
(10 ÷ 15) mm. W miarę postępów obróbki długość posuwu należy stopniowo skracać, zaś
podczas skrobania wykańczającego stosować bardzo krótkie ruchy półkoliste.
Kierunek skrobania powinien tworzyć z krawędzią płaszczyzny obrabianej kąt 45°, a co
kilka ruchów roboczych należy zmienić go o 90°.
Rys. 23. Technika skrobania płaszczyzn: a) sposób uchwycenia i prowadzenia skrobaka, b) zmiana kierunku
skrobania [2]
Podczas obróbki płaszczyzn wzajemnie prostopadłych, równoległych lub pochylonych
względem siebie pod pewnym kątem, najpierw wykonuje się skrobanie wykańczające jednej
płaszczyzny, a następnie przystępuje do skrobania płaszczyzn następnych. Pierwsza
z obrobionych płaszczyzn staje się płaszczyzną bazową, względem której prowadzi się obróbkę
kolejnych płaszczyzn.
Rys. 24. Skrobanie powierzchni łoża tokarki: a) kolejność skrobania powierzchni prowadnic, b) sprawdzenie
prostoliniowości za pomocą poziomnicy ustawionej na nakładce pryzmowej [3]
b)
a)
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
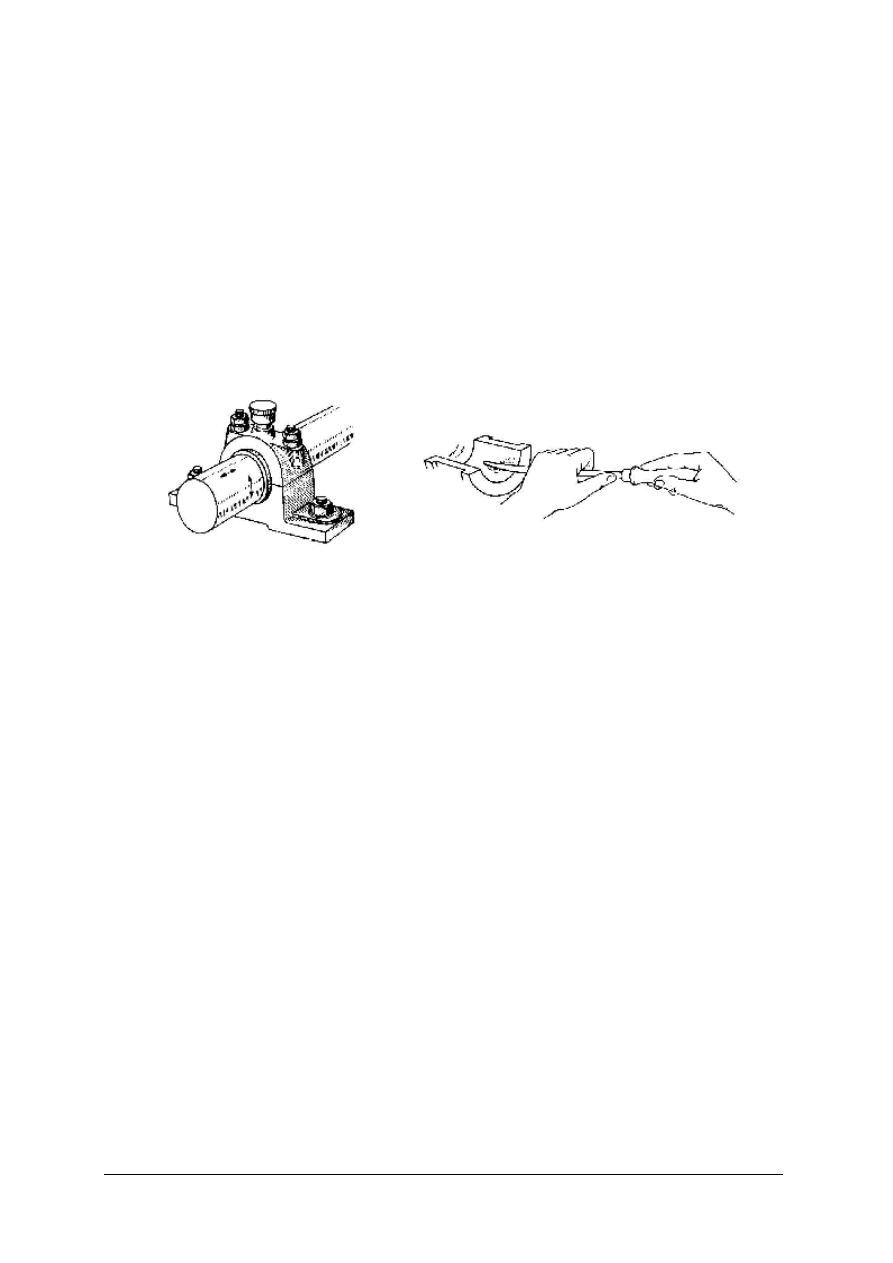
Skrobanie powierzchni wklęsłych
Powierzchniami wklęsłymi, obrabianymi wykańczająco za pomocą skrobania, są najczęściej
powierzchnie panewek dzielonych łożysk ślizgowych, a skrobanie wykonuje się podczas
pasowania czopów wałów.
Do sprawdzania panewek na tusz stosuje się, jako wałka sprawdzającego, czop wału, który
będzie współpracował z panewkami w tym łożysku. Po naniesieniu tuszu technicznego na
powierzchnię czopa skręca się łożysko tak, aby wał obracał się w nim z oporami. Czop należy
kilkukrotnie obrócić, przesuwając go jednocześnie w kierunku osiowym. W przypadku wałów,
których obracanie jest kłopotliwe (np. wałów wykorbionych), można obracać i przesuwać
łożysko na unieruchomionym wale. Po demontażu łożyska wykonuje się kolejno skrobanie
miejsc pokrytych tuszem na powierzchniach obu półpanewek. Do skrobania mocujemy
półpanewki w imadle.
Rys. 25. Skrobanie powierzchni wklęsłych na przykładzie panewek dzielonych: a) użycie czopa wału jako elementu
kontrolnego, b) techinika skrobania [3]
Skrobanie powierzchni wklęsłych wykonuje się za pomocą skrobaków trójkątnych prostych
i łyżkowych.
Skrobanie wykonuje się w obu kierunkach, prostopadle do osi podłużnej skrobaka.
Narzędzie trzyma się oburącz, prawą ręką podtrzymując rękojeść, natomiast lewą dociskając
skrobak do obrabianej powierzchni i wykonując ruchy wahadłowe.
Zabiegi skrobania i sprawdzania prowadzi się aż do uzyskania żądanej dokładności obróbki.
W przypadku skrobania panewek łożysk ślizgowych dokładność skrobania wynosi najczęściej
12 ÷ 20 plamek na cal
2
.
Skrobanie mechaniczne
Skrobanie mechaniczne prowadzi się za pomocą skrobarek i skrobaków ręcznych o napędzie
elektrycznym i pneumatycznym.
Wśród skrobarek elektrycznych wyróżnia się skrobarki z wałkiem giętkim i skrobarki
z mechanizmem jarzmowym. W skrobarkach z wałkiem giętkim wałek napędza mechanizm
mimośrodowy, przekształcający ruch obrotowy w ruch postępowo-zwrotny narzędzia.
Mechanizm mimośrodowy znajduje się w oprawce, stanowiącej jednocześnie rękojeść. Obsługa
skrobaka polega na prowadzeniu go i dociskaniu do obrabianej powierzchni. Zaletą skrobarek
z ramieniem teleskopowym jest łatwość w utrzymaniu właściwego położenia skrobaka
względem skrobanej płaszczyzny.
W skrobarkach z mechanizmem jarzmowym ruch obrotowy silnika, znajdującego się
w kolumnie, jest przenoszony na głowicę, wewnątrz której znajduje się mechanizm jarzmowy,
zamieniający go w ruch postępowo-zwrotny suwaka, przy czym ruch roboczy jest wolny,
natomiast jałowy (cofanie narzędzia) szybki.
Nowocześniejszymi konstrukcjami są ręczne skrobaki elektryczne i pneumatyczne,
w których silnik i mechanizm zamiany ruchu znajduje się w obudowie urządzenia.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Urządzenia takie charakteryzują się płynną regulacją skoku ostrza od 0 do 10 lub 20 mm.
W skrobakach elektrycznych istnieje ponadto możliwość zmiany częstotliwości ruchów
roboczych, w zakresie od 0 do ok. 1500 min
-1
.
Dzięki bardzo dużej wydajności skrobania osiąganej skrobakami ręcznymi, stosowane są
one również do wykańczania powierzchni swobodnych, przez nadanie im estetycznej faktury.
Za pomocą skrobaków mechanicznych wykonuje się również kieszenie olejowe, czyli
nacięcia w formie półksiężyców, ułatwiające utrzymywanie się warstewki oleju na pionowych
prowadnicach maszyn i urządzeń.
Rys. 26. Skrobarki: a) z wałkiem giętkim podwieszana, b) stojąca z wałkiem giętkim i ramieniem teleskopowym,
c) stojąca z mechanizmem jarzmowym: 1 – silnik elektryczny, 2 – przekładnia zębata, 3 – wałek giętki,
4 – oprawka, 5 – wałek mimośrodowy, 6
−
korbowód, 7 – kolumna, 8 – skrobak, 9 – głowica [1, s. 3]
Rys. 27. Skrobaki ręczne: a) elektryczny z regulacją elektroniczną, b) pneumatyczny [6]
a)
b)
a)
b)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Zasady BHP podczas skrobania
Podczas skrobania zachodzi szczególne niebezpieczeństwo skaleczeń ostrzami skrobaków
lub ostrymi krawędziami obrabianych przedmiotów.
Przedmioty obrabiane, zwłaszcza o małej masie, powinny być starannie zamocowanie,
niedopuszczalne jest przytrzymywanie ich podczas skrobania ręką. W trakcie mocowania
przedmiotów, z uwagi na możliwość skaleczeń, wskazane jest użycie rękawic ochronnych.
Powstałe podczas skrobania wióry na bieżąco należy usuwać zmiotką z obrabianej
powierzchni. Nie wolno ich zdmuchiwać lub zgarniać ręką.
Dużą ostrożność należy zachowywać nakładając i zdejmując ciężkie przyrządy sprawdzające
– płyty kontrolne przenośne i liniały powierzchniowe.
W czasie ostrzenia skrobaków na szlifierce bezwzględnie stosujemy ochronę wzroku
za pomocą okularów ochronnych.
Skrobaki do skrobania ręcznego powinny być starannie osadzone w kompletnej
(zaopatrzonej w metalowa skuwkę) i pozbawionej pęknięć rękojeści.
Przed przystąpieniem do skrobania mechanicznego sprawdzić należy stan techniczny
urządzeń, a zwłaszcza ich przewodów zasilających.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu wykonuje się operację skrobania?
2. Jaka jest zalecana wielkość naddatku na skrobanie?
3. Jakie jest przeznaczenie skrobaków wygiętych?
4. Jakie czynności wykonuje się podczas ostrzenia skrobaków?
5. Jakie przyrządy sprawdzające stosuje się podczas skrobania powierzchni płaskich?
6. W jaki sposób sprawdza się płaskość powierzchni przeznaczonej do skrobania?
7. W jaki sposób określa się dokładność skrobania?
8. Jaka jest zalecana dokładność skrobania prowadnic obrabiarek ogólnego przeznaczenia?
9. W jaki sposób prowadzi się skrobak podczas skrobania powierzchni płaskich?
10. Jaka jest zalecana długość ruchów roboczych podczas skrobania powierzchni płaskich?
11. Jakie skrobaki są przeznaczone do skrobania powierzchni wklęsłych?
12. W jaki sposób prowadzi się skrobak podczas skrobania powierzchni wklęsłych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj skrobanie ręczne płyty stalowej z dokładnością zalecaną dla prowadnic obrabiarek
precyzyjnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać oględziny przedmiotu obrabianego i określić liczbową miarę dokładności
skrobania,
2) dobrać niezbędne skrobaki i sprawdzić ich stan techniczny,
3) sprawdzić stan naostrzenia ostrzy skrobaków, w razie potrzeby naostrzyć skrobak na
szlifierce-ostrzarce i wygładzić na osełce, stosując niezbędne środki ochrony osobistej,
4) wykonać sprawdzenie płaskości powierzchni przeznaczonej do skrobania, w razie
konieczności wyrównać ją pilnikiem oraz ponownie sprawdzić płaskość,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5) sporządzić na arkuszu papieru podaniowego tabelę wg wzoru i wypełniać ją po kolejnych
sprawdzeniach skrobanej powierzchni, szkicując ołówkiem widok tego samego fragmentu
obrabianej powierzchni,
Lp.
Stan powierzchni
Szkic w skali 1:1
Liczba punktów
przylegania na cal²
1
Przed skrobaniem
2
……..
6) wykonać sprawdzenie przylegania powierzchni „na tusz”,
7) wykonać skrobanie powierzchni,
8) przeprowadzić naprzemiennie obróbkę i kontrolę, aż do osiągnięcia wymaganej dokładności
skrobania,
9) zgłosić uzyskanie wymaganego stanu powierzchni i zademonstrować wyniki ostatniego
sprawdzenia „na tusz”,
10) oczyścić i zdać narzędzia i przyrządy sprawdzające, uporządkować stanowisko i umieścić
zużyte czyściwo w przeznaczonym do tego celu pojemniku,
11) oddać arkusz z wykonaną tabelą do oceny.
Wyposażenie stanowiska pracy:
−
przedmiot do obróbki,
−
stół ślusarski z imadłem ślusarskim,
−
zestaw skrobaków,
−
przyrządy sprawdzające: płyta kontrolna, liniał krawędziowy, ramka kontrolna,
−
tusz techniczny i tampon lub wałek do tuszu,
−
czyściwo bawełniane,
−
materiały piśmienne i kreślarskie,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
Ćwiczenie 2
Wykonaj skrobanie mechaniczne płyty stalowej z dokładnością zalecaną dla powierzchni
przyrządów kontrolnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeprowadzić oględziny przedmiotu obrabianego i określić liczbową miarę dokładności
skrobania,
2) zapoznać się z dokumentacją skrobaka elektrycznego, zwracając szczególną uwagę na:
zasady bezpiecznej eksploatacji, zakres i sposób regulacji parametrów użytkowych
narzędzia oraz sposób mocowania ostrza,
3) zapoznać się z budową skrobaka, zidentyfikować opisane w instrukcji elementy
i mechanizmy oraz przećwiczyć sposób jego uchwycenia,
4) po uzyskaniu akceptacji przećwiczyć skrobanie na arkuszu blachy, stosując różne
częstotliwości i długości skoku roboczego narzędzia,
5) sporządzić na arkuszu papieru podaniowego tabelę wg wzoru i wypełniać ją po kolejnych
sprawdzeniach skrobanej powierzchni, szkicując ołówkiem widok tego samego fragmentu
obrabianej powierzchni,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Parametry obróbki
Lp.
Stan powierzchni
częstotliwość
skok
Szkic w skali 1:1
Liczba punktów
przylegania
na cal²
1 Przed skrobaniem
−
−
2 ……..
6) sporządzić ok. 100 ml tuszu technicznego, rozprowadzając pigment w oleju maszynowym,
7) wykonać sprawdzenie przylegania powierzchni „na tusz”,
8) wykonać skrobanie powierzchni,
9) przeprowadzić naprzemiennie kontrolę i obróbkę, aż do osiągnięcia wymaganej dokładności
skrobania,
10) zgłosić uzyskanie wymaganego stanu powierzchni i zademonstrować wyniki ostatniego
sprawdzenia „na tusz”,
11) oczyścić i zdać skrobak i przyrządy sprawdzające, uporządkować stanowisko i umieścić
zużyte czyściwo w przeznaczonym do tego celu pojemniku,
12) oddać arkusz z wykonaną tabelą do oceny.
Wyposażenie stanowiska pracy:
−
przedmiot do obróbki,
−
stół ślusarski,
−
skrobak elektryczny wraz z instrukcją obsługi,
−
przyrządy sprawdzające: płyta kontrolna, liniał krawędziowy, ramka kontrolna,
−
olej maszynowy, pigment,
−
słoiki, bagietki i łopatki szklane,
−
czyściwo bawełniane,
−
materiały piśmienne i kreślarskie,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) objaśnić cel stosowania operacji skrobania?
¨
¨
2) rozpoznawać i dobierać skrobaki?
¨
¨
3) rozpoznawać i dobierać przyrządy sprawdzające do kontroli jakości
skrobania?
¨
¨
4) naostrzyć skrobak?
¨
¨
5) wykonać skrobanie ręczne powierzchni płaskich?
¨
¨
6) wykonać skrobanie ręczne powierzchni wklęsłych?
¨
¨
7) wykonać skrobanie powierzchni płaskich za pomocą skrobaka
z napędem mechanicznym?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.3. Docieranie i polerowanie
4.3.1. Materiał nauczania
Docieranie i polerowanie należą, podobnie jak wcześniej omówione skrobanie, do metod
obróbki powierzchniowej.
Docieranie polega na wygładzaniu, za pomocą luźnego materiału ściernego, powierzchni
uzyskanej podczas wcześniejszej obróbki skrawaniem (najczęściej za pomocą szlifowania). Jest
stosowane w celu uzyskania najwyższej gładkości powierzchni i szczelności przylegania
współpracujących powierzchni.
Za pomocą docierania można obrabiać wszystkie metale, za wyjątkiem miękkich stopów
łożyskowych.
Docieranie pozwala na korektę błędów kształtu. Naddatek na docieranie wynosi
(0,01 ÷ 0,02) mm, uzyskiwana dokładność wymiarowa do 0,1 μm natomiast chropowatość
R
a
poniżej 0,1 μm.
Polerowanie mechaniczno
−
ścierne stosowane jest w celu zmniejszenia chropowatości
i nadania połysku powierzchniom obrabianym uprzednio przesz szlifowanie lub docieranie.
Dzięki ciepłu wydzielającemu się wskutek tarcia)i chemicznemu oddziaływaniu past
polerskich, następuje nadtopienie i wygładzenie warstwy wierzchniej metalu, która zastyga bez
krystalizacji w postaci bezpostaciowej (amorficznej), odmiennej niż ziarnista struktura podłoża.
Polerowanie zwiększa odporność korozyjną i zmęczeniową materiału. Stosowane jest
przeważnie do wykańczania powierzchni swobodnych, m.in. z uwagi na fakt, że wysoka
gładkość współpracujących powierzchni utrudnia uzyskanie filmu olejowego.
Za pomocą polerowania wykańcza się powierzchnie:
−
dekoracyjne,
−
stanowiące podłoże dla powłok galwanicznych błyszczących, które dzięki temu nie
wymagają już dalszej obróbki wykańczającej,
−
części pracujących pod dużym obciążeniem (np. elementów silników lotniczych),
−
części silnie narażonych na działanie korozji.
Najlepszą podatność na polerowanie wykazują stale i stopy twarde, natomiast mniejszą
metale nieżelazne. Polerowaniem wykańcza się również powierzchnie materiałów
niemetalowych, np. kamieni szlachetnych, półszlachetnych i ozdobnych, szkła optycznego,
powłok lakierniczych itp.
Polerowanie nie umożliwia skorygowania błędów kształtu. Naddatek na polerowanie wynosi
od kilku do kilkudziesięciu mikrometrów, a uzyskiwana chropowatość powierzchni wynosi
R
a
=(1,25÷0,01) μm.
Metody docierania
Rozróżnia się dwa sposoby docierania:
−
za pomocą docieraka, czyli narzędzia o kształcie i twardości dobranej do kształtu i materiału
obrabianej części,
−
poprzez współpracę dwóch części, które będą ze sobą współpracowały w zmontowanym
mechanizmie; sposób ten nosi nazwę docierania montażowego i jest stosowany
w przypadkach, gdy oprócz wymaganej dokładności wymiarowej i chropowatości
powierzchni wymagane jest uzyskanie szczelnego przylegania współpracujących
powierzchni; w taki sposób dociera się np. zawory i łożyska ślizgowe.
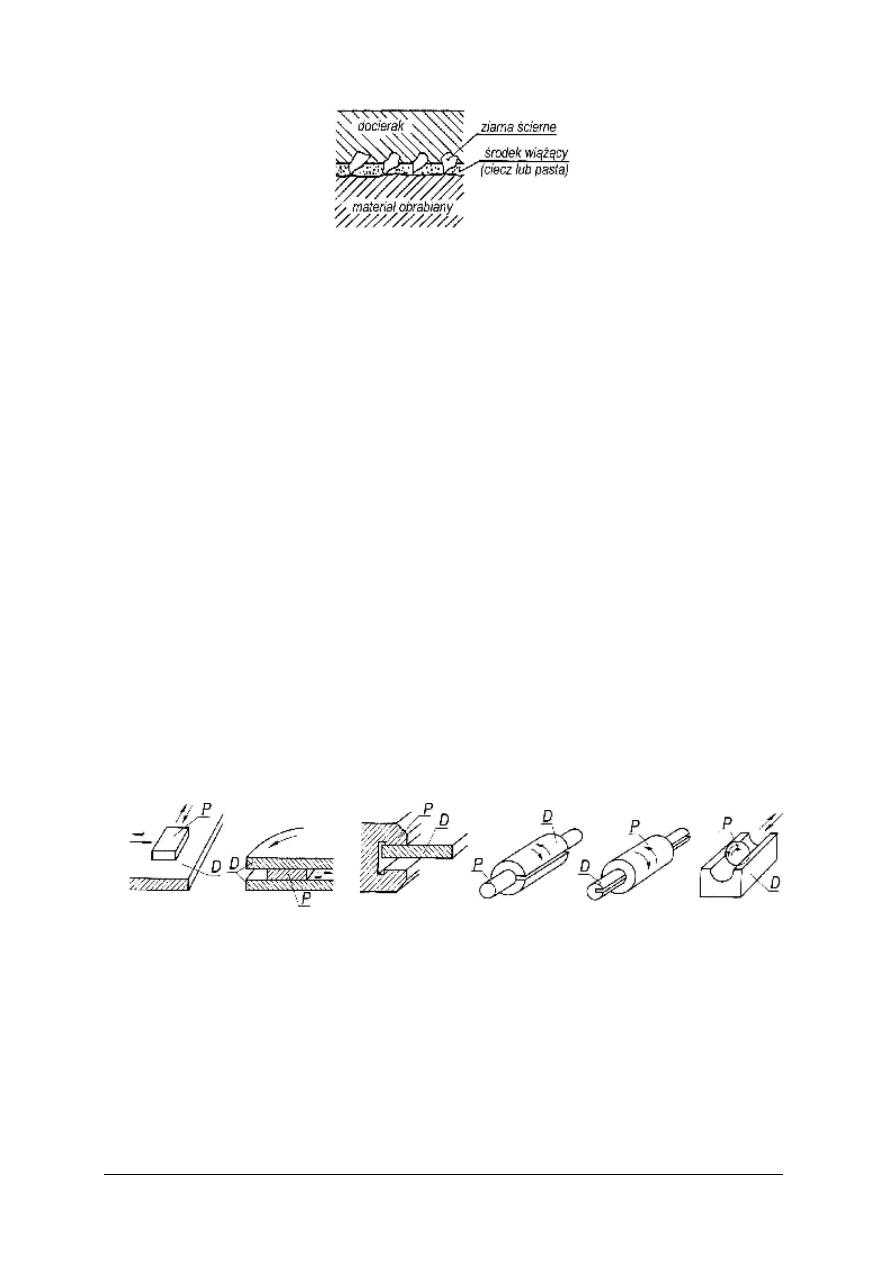
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 28. Schemat docierania [10]
Wyróżnia się ponadto dwie zasadnicze metody docierania:
−
mechaniczną, w której stosuje się docierak o twardości mniejszej niż twardość docieranego
materiału – proszek ścierny ulega wgnieceniu w powierzchnię docieraka, powodując
powstanie narzędzia, pracującego na zasadzie podobnej do pilnika ściernego,
−
chemiczno-mechaniczną, polegającą na zastosowaniu twardego docieraka i aktywniej
chemicznie pasty ściernej – w kontakcie z pastą powierzchnia obrabianego materiału ulega
utlenieniu, a powstała warstwa tlenku jest stosunkowo łatwa do usunięcia za pomocą
miękkich ziaren ściernych, zawartych w paście; metoda ta jest rzadko stosowana.
W zależności od stopnia mechanizacji wyróżniamy:
−
docieranie ręczne,
−
docieranie maszynowo-ręczne, stosowane najczęściej przy obróbce części obrotowych, gdy
docierak lub przedmiot obrabiany jest zamocowany we wrzecionie tokarki,
−
docieranie maszynowe, wykonywane na specjalnych maszynach – docierarkach; wyróżnia
się wśród nich docierarki uniwersalne (np. tarczowe do docierania powierzchni płaskich
i płytowe do docierania powierzchni walcowych) oraz docierarki specjalnego przeznaczenia,
np. docierarki do kół zębatych.
Docieraki i materiały ścierne
W zależności od kształtu obrabianej powierzchni stosuje się docieraki w postaci płyt, tarcz,
klocków, walców, stożków, pierścieni itp. Do operacji docierania w produkcji masowej
stosowane są specjalne przyrządy dostosowane do docierania konkretnych części.
Rys. 29. Docieranie różnych powierchni: a) docieranie ręczne plaszczyzny, b) docieranie mechaniczne dwóch
plaszczyzn równoległych, c) docieranie płaszczyzn wewnętrznych, d) docieranie wałka za pomocą
docieraka nastawnego, e) docieranie otworu walcowego tulei za pomocą docieraka nastawnego lub
rozprężnego, f) docieranie kulki: P – przedmiot obrabiany, D – docierak [2]
Docieraki wykonuje się z żeliwa (najczęściej perlitycznego), miedzi, mosiądzu, stali
miękkiej, ołowiu, twardego drewna, fibry (rodzaju sztucznej skóry).
Jako materiału ściernego używa się szeregu bardzo twardych substancji i związków
mineralnych pochodzenia naturalnego lub syntetycznego, takich jak: diament, korund,
elektrokorund, karborund, węglik boru, kwarc, szkło, pumeks i wiele innych.
Uzyskane z materiałów ściernych proszki ścierne charakteryzują się określoną ziarnistością,
czyli wielkością ziarna określoną za pomocą przesiewania przez sito o danej liczbie oczek,
a)
c)
b)
d)
e)
f)
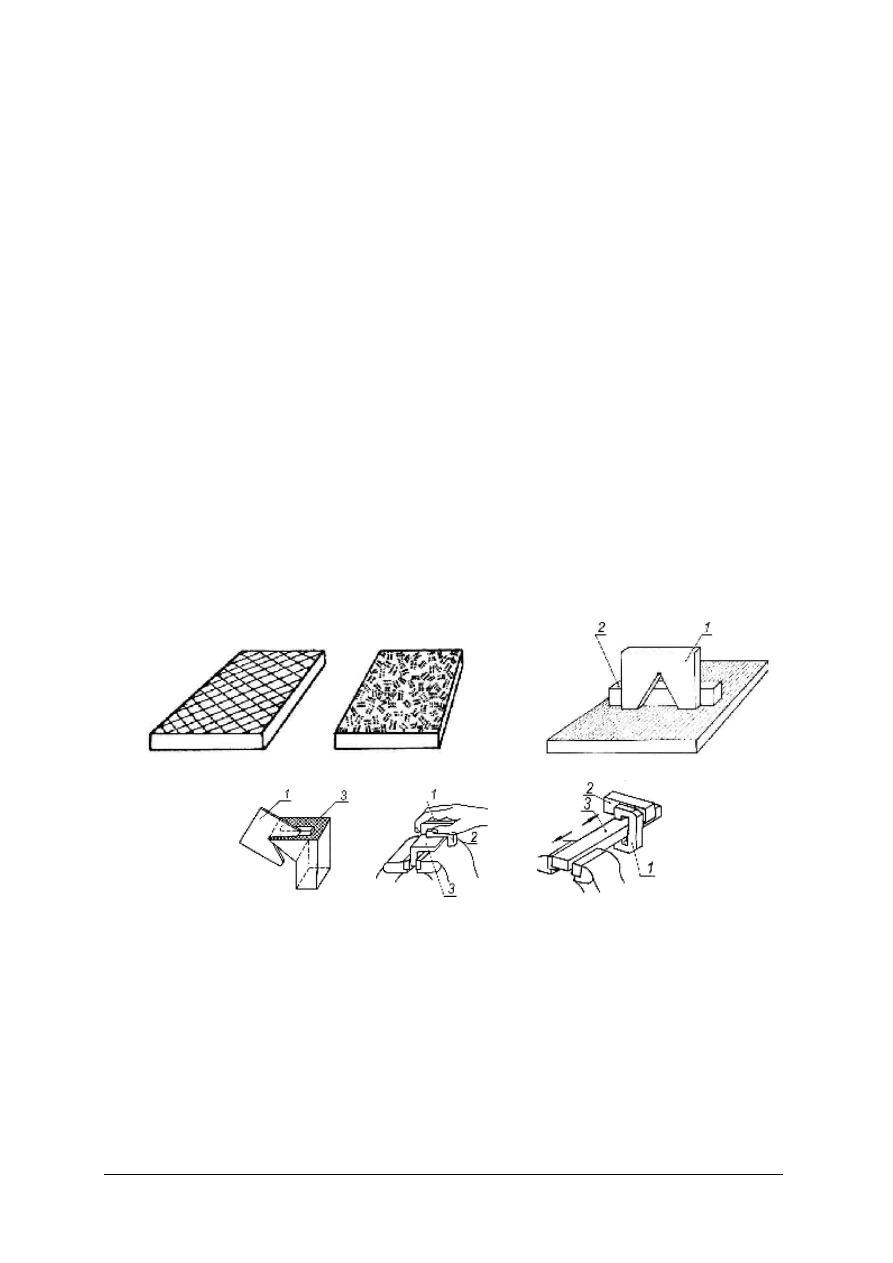
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
przypadających na długości 1 cala.
Ziarnistość proszku dobiera się do dokładności obróbki, natomiast rodzaj materiału
ściernego – do materiału przedmiotu obrabianego.
Podczas docierania stosuje się pasty ścierne, uzyskane przez rozprowadzenie materiału
ściernego w tłuszczu, stearynie bądź parafinie, oraz zawiesiny, na bazie oleju roślinnego, nafty,
benzyny lub terpentyny.
W praktyce należy stosować się ściśle do wytycznych i zaleceń producentów materiałów
ściernych, dotyczących zasad doboru past do konkretnych zastosowań oraz zakresu stosowania
konkretnych produktów.
Technika docierania
Docieranie ręczne powierzchni płaskich wykonuje się na dwóch płytach żeliwnych:
rowkowanej, służącej do docierania zgrubnego i gładkiej, służącej do docierania
wykańczającego. Przed przystąpieniem do docierania zgrubnego powierzchnię płyty należy
zmyć naftą i wytrzeć do sucha. Na tak przygotowanej powierzchni rozprowadza się
równomiernie pastę ścierną – im dokładniejsza obróbka, tym warstwa pasty powinna być
cieńsza. Przedmiot docierany przesuwamy po całej płycie w różnych kierunkach. Po kilkunastu
ruchach należy ponowić opisaną procedurę, to znaczy płytę zmyć, osuszyć i pokryć warstwą
świeżej pasty. Podczas docierania nie należy dopuścić do wzrostu temperatury przedmiotu
powyżej 50 °C, ponieważ może to doprowadzić do jego odkształcenia. Kontrolę wymiarową
i dalszą obróbkę można prowadzić po wystygnięciu części do temperatury otoczenia.
Docieranie wykańczające na płycie gładkiej można wykonywać bez stosowania pasty
ściernej, jedynie po nasmarowaniu jej powierzchni olejem maszynowym.
Rys. 30. Docieranie płaszczyzn: a) płyta rowkowana do docierania wstępnego i gładka do docierania
wykańczającego, b) docieranie z użyciem klocka pomocniczego, c) docieranie wewnętrznych
powierzchni wzorników: 1 – przedmiot obrabiany, 2 – klocek pomocniczy, 3 – docierak [10]
Docieranie wałków wykonuje się za pomocą docieraków pierścieniowych. Docierając wałki
sposobem maszynowo-ręcznym mocuje się przedmiot obrabiany w uchwycie tokarki, natomiast
docierak przesuwa się ręcznie wzdłuż osi przedmiotu ruchem postępowo-zwrotnym.
Po umieszczeniu docieraka na wałku zaciska się go lekko za pomocą wkrętów
regulacyjnych. W miarę postępów obróbki utrzymuje się docisk narzędzia do powierzchni
przedmiotu, zmniejszając stopniowo średnicę docieraka, aż do uzyskania wymaganego wymiaru
i chropowatości powierzchni.
a)
b)
c)
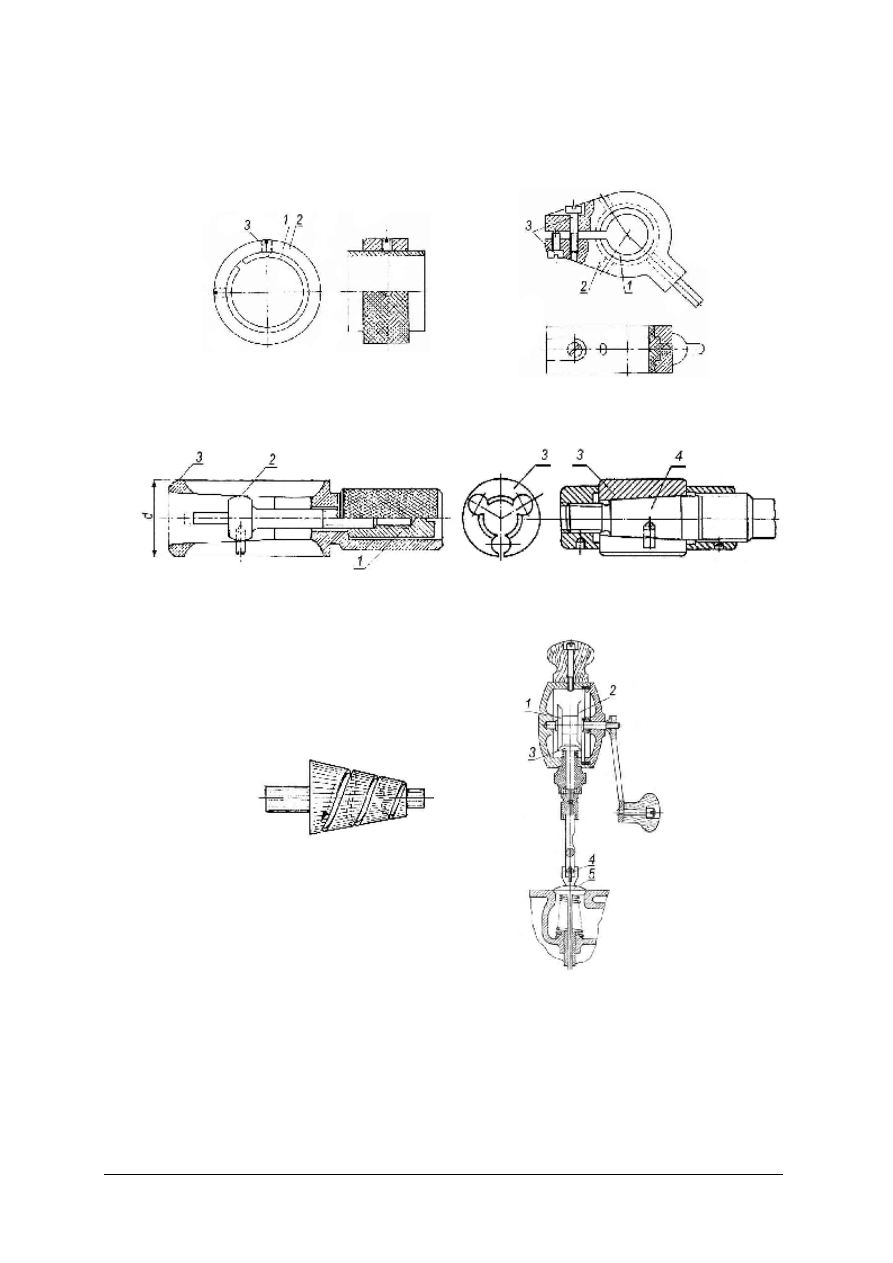
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Podczas obróbki maszynowo-ręcznej istotną rolę odgrywa utrzymanie właściwych
parametrów technologicznych. Prędkość docierania powinna się mieścić w zakresie
(10 ÷ 30) m/min.
Rys. 31. Przykłady docieraków do wałków: 1 – docierak, 2 – oprawka, 3 – wkrety regulacyjne [1]
Rys. 32. Docieraki do otworów walcowych: a) rozprężny, b) nastawny: 1 – nakrętka regulacyjna, 2 – śruba
rozprężna, 3 – docierak, 4 – stożek ustalający średnicę [1, s. 10]
Rys. 33. a) Docierak stożkowy zgrubny. b) Przyrząd do montażowego docierania zaworów. Koła zębate 1 i 2
osadzone są mimośrodowo na wspólnej osi, dzięki czemu zazębiają się na przemian z kołem 3,
przeksztalcając ruch obrotowy wałka pokręcanego korbą w ruch obrotowo-zwrotny wrzeciona
przyrządu. Wrzeciono za pośrednictwem końcówki 4 napędza grzybek zaworu 5, umieszczony
w gnieździe zaworowym [1]
Do docierania otworów walcowych stosuje się docieraki w postaci wałków lub osadzone
na tulejach rozprężnych. Zastosowanie tulei rozprężnej umożliwia zmianę średnicy zewnętrznej
b)
a)
a)
b)
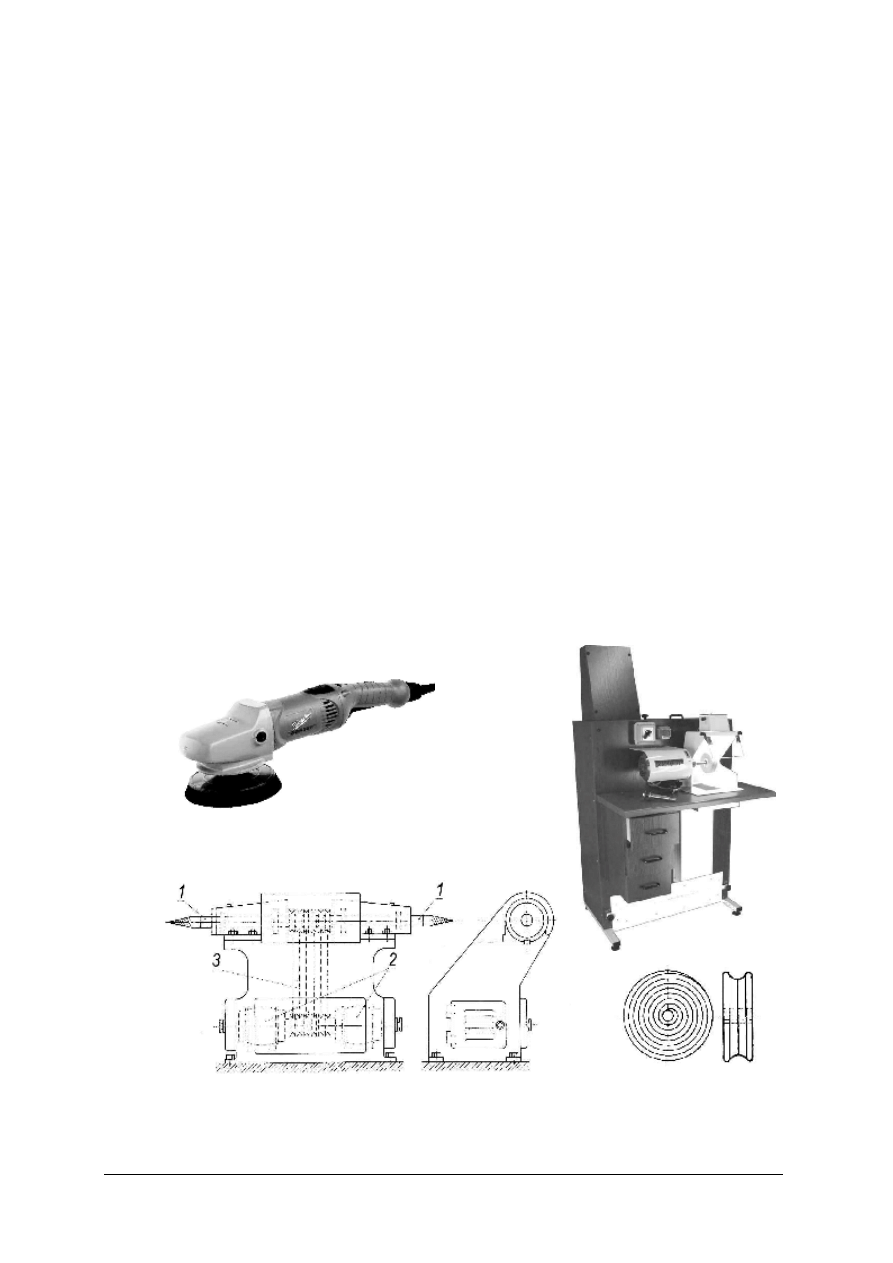
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
docieraka i podobnie jak dla obróbki otworów, utrzymanie stałego docisku docieraka
do obrabianej powierzchni.
Docieranie powierzchni stożkowych wykonuje się z pomocą docieraków stożkowych.
Docierak taki umożliwia obróbkę otworów o różnych średnicach, natomiast jego zbieżność musi
być zgodna ze zbieżnością otworu. Docieraki stożkowe zgrubne mają na powierzchni rowek
śrubowy, którego celem jest zebranie nadmiaru pasty ściernej spomiędzy powierzchni narzędzia
i przedmiotu. Docieranie wykańczające wykonuje się za pomocą docieraków stożkowych
gładkich.
Docieranie zaworów silników spalinowych wykonuje się metodą montażową. Stosuje się
w tym celu specjalne przyrządy, wprawiające grzybek zaworu w ruch obrotowo-zwrotny
względem nieruchomego korpusu silnika z osadzonym gniazdem oraz pasty zaworowe
o składzie specjalnie dobranym do materiału grzybka i gniazda.
Materiały, narzędzia i maszyny do polerowania. Technika polerowania
Do polerowania stosuje się drobnoziarniste pasty ścierne oraz pasty polerskie.
Jako materiału ściernego, prócz twardych minerałów, takich jak np. diament, stosuje się
tlenki żelaza, chromu, aluminium, wapno dolomitowe, baryt i inne. Niektóre z substancji
ściernych cechują się aktywnością chemiczną. Jak środek wiążący w pastach znajdują
zastosowanie: parafina, stearyna, nafta, oleina, wosk pszczeli. Podobnie jak w przypadku
docierania, należy ściśle przestrzegać zaleceń dotyczących doboru past do konkretnych
zastosowań.
Podstawowymi narzędziami polerskimi są tarcze (krążki) polerskie oraz taśmy polerskie
o zamkniętym obwodzie.
Tarcze do polerowania mogą być wykonane z drewna obłożonego skórą lub ze stali
obciągniętej suknem polerskim lub obłożonej filcem. Spotyka się również tarcze zwijane
i klejone z pasów sukna, filcu lub wojłoku.
Rys. 34. Polerki: a) polerka ręczna, stosowana do polerowania dużych płaszczyzn swobodnych, b) polerka stołowa,
stosowana do polerowania drobnych przedmiotów, c) dwuwrzecionowa polerka stacjonarna, d) tarcza
polerska klejona ze zwiniętych pasów sukna: 1 – wrzeciona, 2 – silniki elektryczne, 3 – przekładnia pasowa
[1, 12, 13]
a)
c)
b)
d)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Maszyny do polerowania noszą nazwę polerek. Do polerowania dużych powierzchni
płaskich stosowane są ręczne polerki (lub szlifierko-polerki) o napędzie elektrycznym lub
pneumatycznym. Mniejsze częśći obrabia się na polerkach stołowych o napędzie elektrycznym
i tarczy wirującej w płaszczyźnie pionowej lub poziomej oraz na stacjonarnych polerkach
jednowrzecionowych i dwuwrzecionowych. W przemyśle stosowane są półautomaty i automaty
polerskie, np. polerki do blach, polerki wielowrzecionowe do jednoczesnego obrabiania kilku
płaszczyzn przedmiotu itp.
Powierzchnie przedmiotów przeznaczonych do polerowania powinny być dokładnie
obrobione i oczyszczone, a ich krawędzie stępione.
Prędkość obrotową tarcz polerskich dobiera się w zależności od gatunku materiału, rodzaju
pasty i wymaganej gładkości powierzchni. Nacisk jednostkowy przy polerowaniu winien
wynosić (0,25 ÷ 0,50) MPa, tj. (2,5 ÷ 5,0) kG
/
cm
2
, a prędkość obwodowa tarczy polerskiej przy
polerowaniu stali (25 ÷ 40) m/s.
Po zakończeniu polerowania pozostałości pasty należy zmyć z powierzchni przedmiotu
benzyną lub spirytusem i osuszyć przedmiot za pomocą miękkiej szmatki.
Zasady bezpieczeństwa i higieny pracy podczas docierania i polerowania
Urządzenia mechaniczne stosowane podczas operacji docierania i polerowania powinny być
sprawne technicznie, a ich elementy napędowe w sposób właściwy osłonięte. Ubranie robocze
powinno być starannie zapięte. Nie należy zbliżać rąk do części wirujących. Szczególną
ostrożność należy zachować zwłaszcza podczas docierania elementów przy użyciu tokarki, gdy
praca przebiega w bezpośredniej bliskości obracającego się uchwytu tokarskiego.
Niedopuszczalne jest nakładanie i zdejmowanie past ściernych i polerskich na obracające się
narzędzia.
W przypadku stosowania ręcznych narzędzi z napędem elektrycznym lub pneumatycznym,
należy zwrócić uwagę na ułożenie przewodu zasilającego podczas pracy tak, aby nie był
deptany, nie ulegał załamywaniu i skręceniu. Narzędzia można odłożyć dopiero po zatrzymaniu
części roboczej.
Polerowanie należy wykonywać w okularach ochronnych.
Z uwagi na toksyczność niektórych past polerskich, należy ściśle przestrzegać zasad higieny
i unikać przedostania się ich składników do układu pokarmowego. Zużyte czyściwo należy
składować w wydzielonym i odpowiednio oznaczonym pojemniku.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu wykonuje się docieranie?
2. Jak jest zalecana wielkość naddatku na docieranie?
3. Z jakich materiałów wykonuje się docieraki?
4. Na czym polega docieranie montażowe?
5. W jaki sposób określa się ziarnistość materiału ściernego?
6. W jaki sposób dociera się powierzchnie płaskie?
7. W jaki sposób dociera się wałki?
8. W jaki sposób dociera się zawory?
9. W jakim celu wykonuje się operację polerowania?
10. Jakie powierzchnie poddaje się polerowaniu?
11. Jakie materiały ścierne stosuje się do sporządzania past polerskich?
12. Z jakich materiałów wykonuje się tarcze polerskie?
13. W jaki sposób oczyszcza się powierzchnie po polerowaniu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj ręczne docieranie powierzchni płytki płaskorównoległej według otrzymanej
dokumentacji technologicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją technologiczną do ćwiczenia i wyposażeniem stanowiska
do docierania ręcznego,
2) zapoznać
się kartami katalogowymi (zaleceniami producenta) past ściernych,
przygotowanych do ćwiczenia,
3) dobrać pasty do operacji docierania i skonsultować dokonany wybór,
4) wykonać docieranie, prowadząc bieżącą kontrolę stanu powierzchni i kontrolę wymiarową
obrabianej części,
5) wykonać końcowe mycie i suszenie części,
6) oczyścić i uporządkować stanowisko pracy,
7) zgłosić zakończenie wykonania ćwiczenia i dokonać prezentacji, objaśniając sposób
prowadzenia kontroli wymiarowej części.
Wyposażenie stanowiska pracy:
−
karta instrukcyjna (załącznik 1),
−
przedmiot obrabiany – płytka płaskorównoległa wg rysunku Z1.03 – 1 – 3,
−
płyty do docierania,
−
pasty ścierne wraz z kartami katalogowymi (zaleceniami producenta),
−
przyrządy pomiarowe: liniał krawędziowy, mikrometr, wzorce chropowatości,
−
nafta do zmywania płyt, spirytus do mycia częśći, czyściwo,
−
materiały piśmienne i przybory kreślarskie,
−
poradnik dla ucznia i literatura będąca na wyposażeniu pracowni obróbki ręcznej
skrawaniem.
załącznik 1
Opis
a
Docierać ręcznie
20h6
Część
Płytka płaskorównoległa
Wymiar
Odchyłki
0
20h6
-0,013
Operacja
90
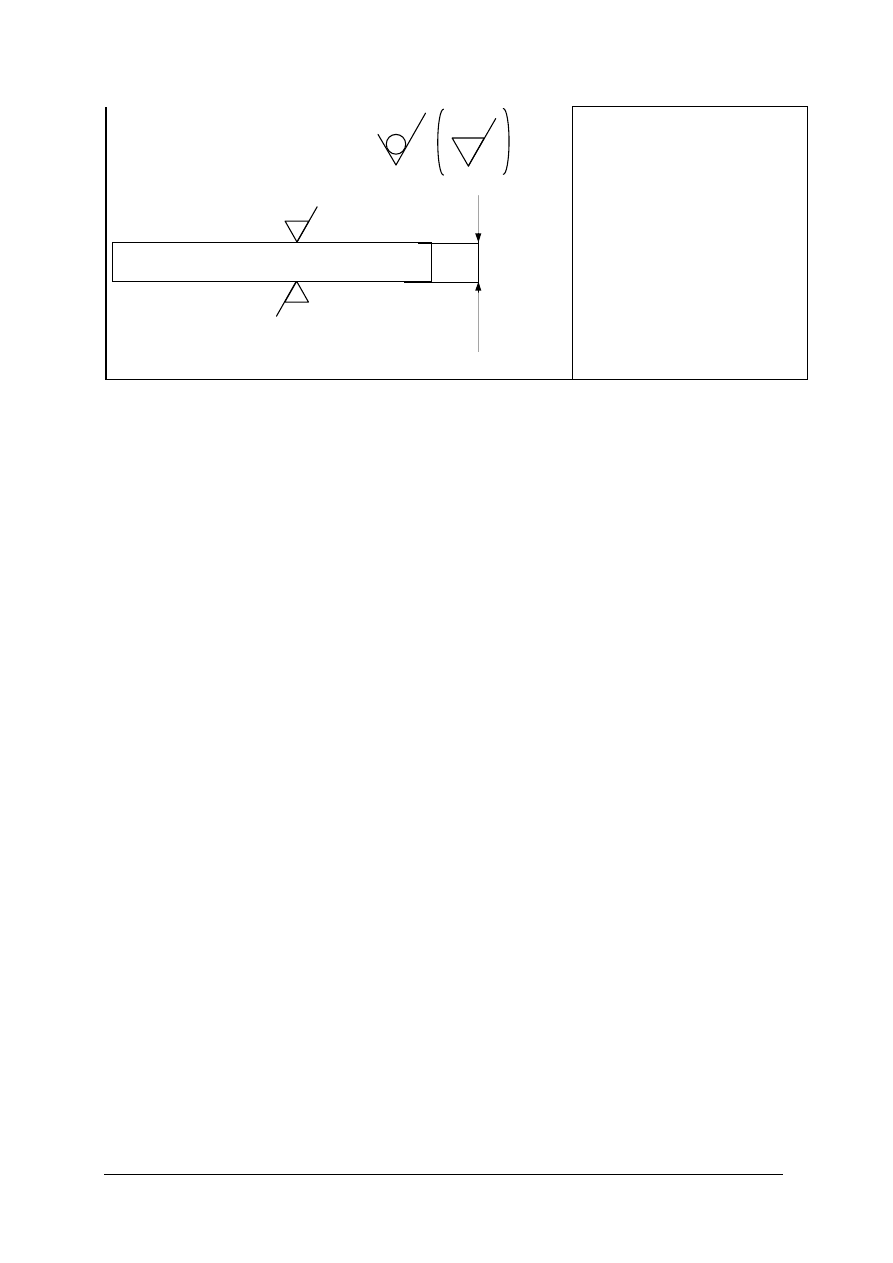
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Sp
ra
w
dz
iany
, na
rz
ędz
ia
, uc
hw
yt
y,
p
rzy
rz
ądy
……………………….
Ćwiczenie 2
Przeprowadź obróbkę wykańczającą powierzchni wewnętrznych szczęk sprawdzianu
do wałków według otrzymanej dokumentacji technologicznej oraz sporządź kartę instrukcyjną
dla operacji kontroli wykonania tej obróbki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją technologiczną do ćwiczenia, wzorem karty instrukcyjnej dla
operacji kontroli oraz wyposażeniem stanowiska,
2) zapoznać się kartami katalogowymi przygotowanych past ściernych,
3) dobrać pasty i skonsultować dokonany wybór,
4) wykonać docieranie, prowadząc bieżącą kontrolę stanu powierzchni i kontrolę wymiarową
obrabianej części,
5) wykonać końcowe mycie i suszenie części,
6) oczyścić i uporządkować stanowisko pracy,
7) wypełnić formularz karty instrukcyjnej, określając: sprawdzane parametry i ich tolerancje,
przyrządy pomiarowe oraz szkicując miejsce wykonania pomiarów,
8) zgłosić zakończenie wykonania ćwiczenia nauczycielowi i dokonać prezentacji, oddając
do oceny część wraz ze sporządzoną kartą instrukcyjną.
Wyposażenie stanowiska pracy:
−
karta instrukcyjna obróbki (załącznik 1),
−
przykład karty instrukcyjnej dla operacji kontroli,
−
karta instrukcyjna dla operacji kontroli (załącznik 2),
−
przedmiot obrabiany – sprawdzian przechodni do wałków wg rysunku Z1.03 – 1 – 4,
−
stół ślusarski z imadłem ślusarskim,
−
docieraki i klocki pomocnicze,
−
pasty ścierne wraz z kartami katalogowymi (zaleceniami producenta),
−
przyrządy pomiarowe: zestaw płytek wzorcowych, mikrometry, zestaw wzorców
chropowatości,
−
nafta do zmywania docieraków, spirytus do mycia części, czyściwo,
−
materiały piśmienne i przybory rysunkowe,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni.
Ra 0,10
Ra 0,10
20h6
Ra 0,10
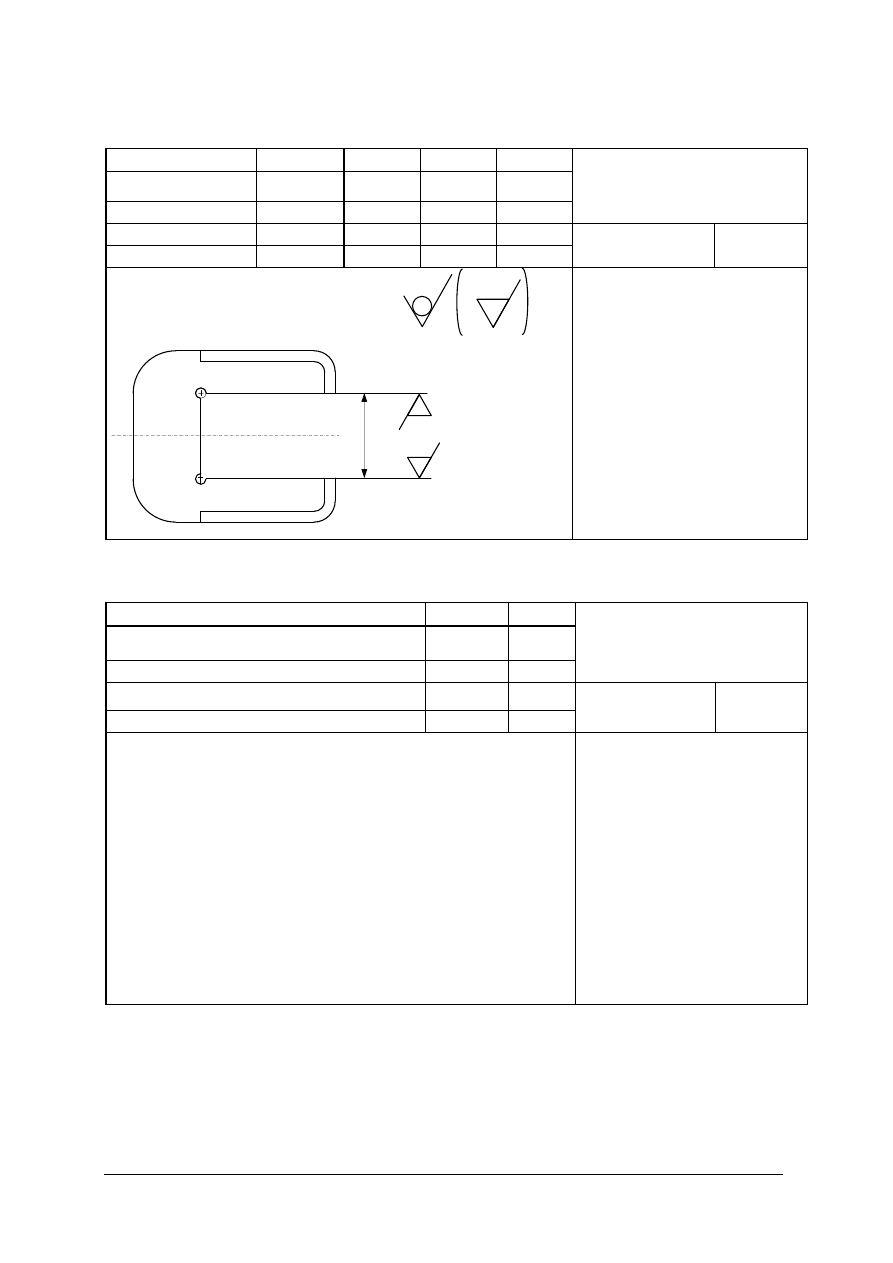
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Załącznik 1
Opis
a
+0,005
Docierać ręcznie
20
0
Część
Sprawdzian do wałków
∅
20
Operacja
90
Sp
ra
w
dz
iany
, na
rz
ędz
ia
, uc
hw
yt
y,
p
rzy
rz
ądy
……………………….
Załącznik 2
Opis
a
+0,005
Sprawdzić wymiar wewnętrzny na długości 32
20
0
Część
Sprawdzian do wałków
∅
20
Operacja
95
Sp
ra
w
dz
iany
, na
rz
ędz
ia
, uc
hw
yt
y,
p
rzy
rz
ądy
……………………….
Ćwiczenie 3
Wykonaj obróbkę wykańczającą tulei kalibrowanej według dokumentacji technicznej
za pomocą docierania maszynowo-ręcznego na tokarce.
20
+0
,005
0
Ra 0,20
Ra 0,20
Ra 0,20
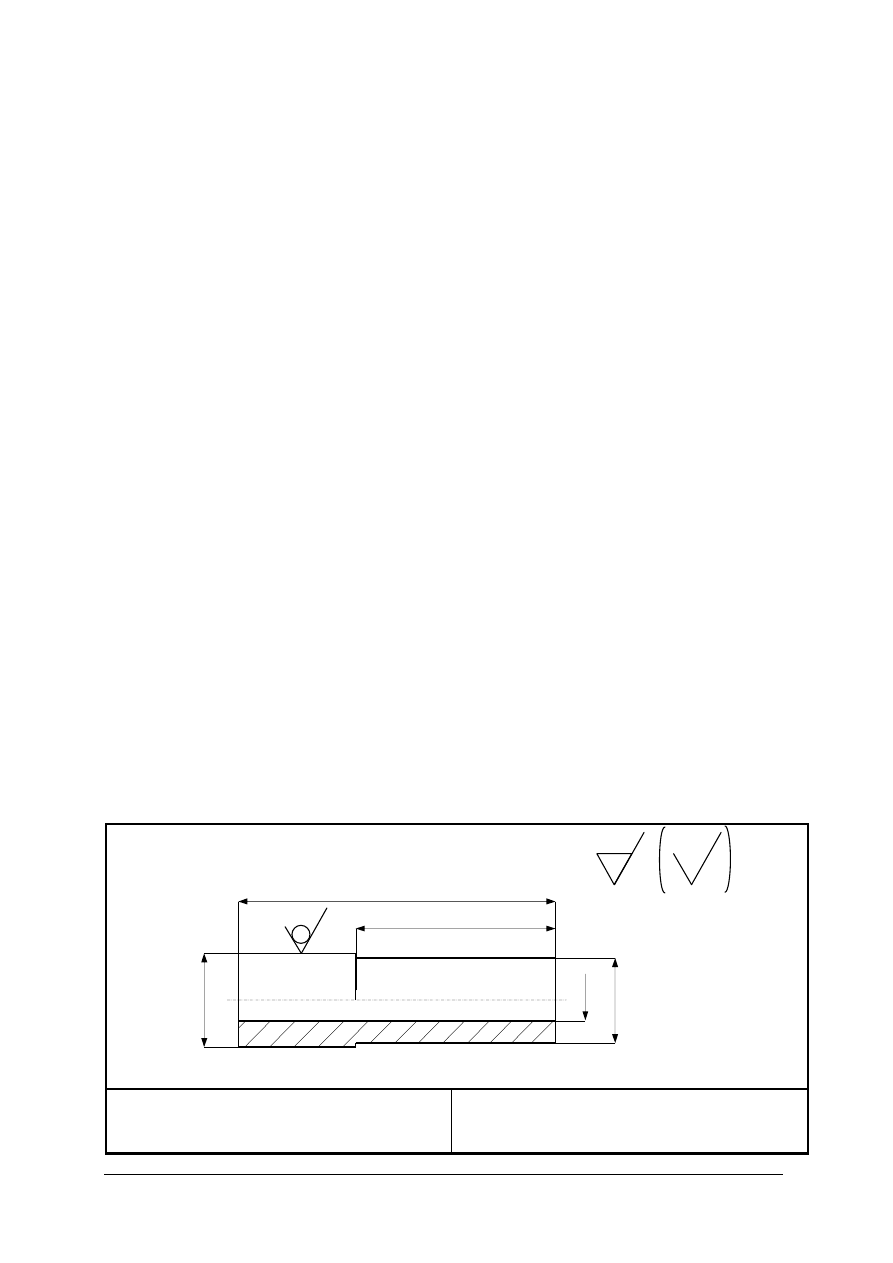
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją technologiczną do ćwiczenia,
2) zapoznać się kartami katalogowymi przygotowanych past ściernych,
3) dobrać pasty i skonsultować ich wybór,
4) zapoznać się ze szczegółami budowy docieraków,
5) zapisać w zeszycie przedmiotowym obliczenia prędkości obrotowych wrzeciona tokarki dla
docierania obu powierzchni tulei,
6) zgłosić zakończenie tego etapu ćwiczenia,
7) po instruktażu udzielić odpowiedzi na zadane pytania kontrolne,
8) uzupełnić wskazane rubryki w karcie instrukcyjnej,
9) zamocować tuleję w uchwycie samocentrującym i nastawić prędkość obrotową wrzeciona
tokarki,
10) wykonać operacje docierania obu powierzchni tulei,
11) sprawdzić jakość wykonania części i wypełnić kartę kontroli wyrobu,
12) umyć część, uporządkować stanowisko pracy i zgłosić zakończenie wykonania ćwiczenia,
13) przekazać do oceny tuleję wraz z wypełnioną kartą kontroli wyrobu.
Wyposażenie stanowiska pracy:
−
karta instrukcyjna (załącznik 2) i tabela odchyłek,
−
karta kontroli wyrobu,
−
przedmiot obrabiany – tuleja wg szkicu (załącznik 1),
−
tokarka uniwersalna,
−
docieraki do wałków i otworów,
−
pasty ścierne wraz z kartami katalogowymi (zaleceniami producenta),
−
przyrządy pomiarowe: mikrometry, zestaw wzorców chropowatości,
−
nafta do zmywania docieraków, spirytus do mycia części, czyściwo,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki mechanicznej.
Załącznik 1
Ostre krawędzie fazować 1 x 45°
Tuleja kalibrowana
Podziałka 1:2
Materiał:
∅
45
Gatunek: St6
Ra 6,3
150
90
∅
45
∅
20
−0
,05
−0
,1
∅
40
+0
,1
+0
,05
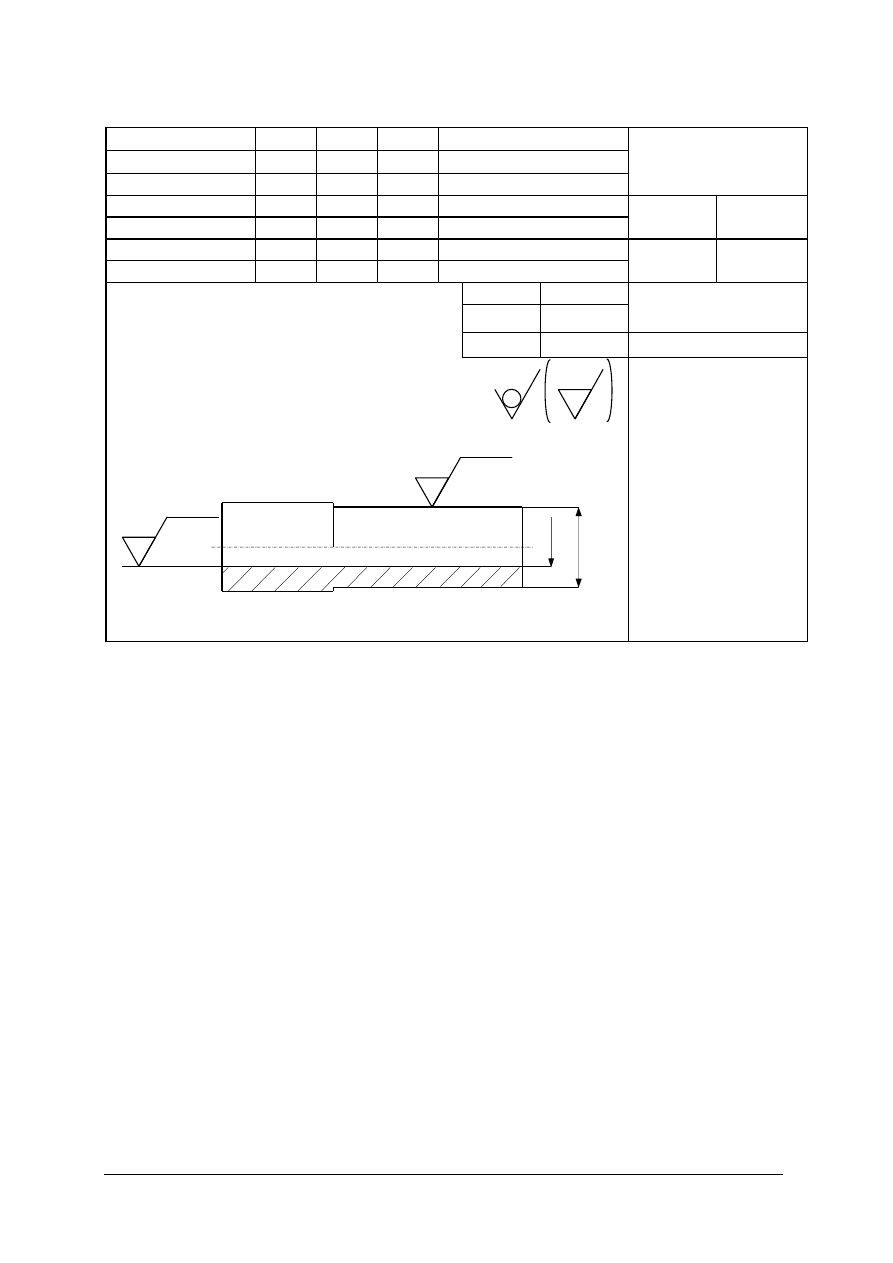
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Załącznik 2
Opis
D, d
l
n
Zamocować tuleję
Docierać
∅
20H6 ……
……
Część
Tuleja kalibrowana
………………..
……
……
……
Operacja
90
wymiar
odchyłki
∅
20H6
……
∅
40h5
……
Sp
ra
w
dz
iany
, na
rz
ędz
ia
, uc
hw
yt
y,
p
rzy
rz
ądy
……………….
Ćwiczenie 4
Wykonaj operację polerowania do R
a
= 0,20 µm mosiężnej dźwigni zaworu, której obróbkę
piłowaniem wykonywałeś w ćwiczeniu 5 (strona 23 Poradnika dla ucznia).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się kartami katalogowymi przygotowanych past polerskich,
2) dobrać pasty polerskie i skonsultować wybór,
3) dobrać parametry obróbki,
4) zapoznać się z instrukcją obsługi polerki stołowej,
5) dobrać wymagane środki ochrony osobistej,
6) przeprowadzić operację polerowania dźwigni zaworu, prowadząc na bieżąco ocenę stanu
obrabianych powierzchni,
7) umyć i osuszyć wykończoną część,
8) oczyścić tarczę polerską i uporządkować stanowisko pracy,
9) wykonać pomiary chropowatości powierzchni przy użyciu profilometru i sporządzić
na arkuszu papieru szkic przedmiotu, z zaznaczonymi miejscami wykonania pomiarów
i zapisanymi wartościami chropowatości,
10) zgłosić zakończenie wykonania ćwiczenia i przedstawić do oceny część wraz z wykonanym
szkicem.
docierać
Ra 0,40
docierać
Ra 0,40
Ra 0,40
∅
20
H6
∅
40
h5

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Wyposażenie stanowiska pracy:
−
przedmiot obrabiany – dźwignia zaworu wg rysunku Z1.03 – 1 – 5,
−
polerka stołowa,
−
profilometr,
−
instrukcje obsługi polerki i profilometru,
−
pasty ścierne i polerskie wraz z kartami katalogowymi (zaleceniami producenta),
−
zestaw wzorców chropowatości,
−
spirytus do mycia, czyściwo i szmatki bawełniane,
−
materiały piśmienne i przybory kreślarskie,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni
obróbki ręcznej skrawaniem.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać cel docierania i polerowania?
¨
¨
2) dobrać pasty ścierne i polerskie do konkretnych zastosowań?
¨
¨
3) wykonać docieranie powierzchni płaskich?
¨
¨
4) wykonać docieranie wałków i otworów?
¨
¨
5) wykonać polerowanie przedmiotu przy użyciu polerki ręcznej i stołowej?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań i sprawdza Twoje wiadomości z zakresu wykonywania przedmiotów
za pomocą obróbki ręcznej skrawaniem. Tylko jedna odpowiedź do każdego zadania jest
prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Zakreśl prawidłową odpowiedź.
Jeżeli się pomylisz, błędną odpowiedź weź w kółko i zakreśl odpowiedź prawidłową. Jeżeli
zaznaczysz więcej niż jedną odpowiedź do jednego pytania, otrzymasz za nie 0 punktów.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż rozwiązanie zadania
na później; wrócisz do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. RPSa jest to oznaczenie
a) tarnika.
b) pilnika zdzieraka okrągłego.
c) pilnika igiełkowego.
d) pilnika płaskiego.
2. Pilnik płaski o numerze 3 ma, w stosunku do pilnika o numerze 0
a) mniejszą gęstość nacięć.
b) większą gęstość nacięć.
c) większą długość części roboczej.
d) większą szerokość części roboczej.
3. Naddatek na piłowanie wykańczające powinien wynosić
a) około 2 mm.
b) od 1 do 1,5 mm.
c) od 0,3 do 1 mm.
d) od 0,1 do 0,3 mm.
4. Wykonując operację piłowania pręta płaskiego 5 x 30 x 600 na wymiar 5 x 28 x 600 należy
zamocować go
a) bezpośrednio w imadle ślusarskim i usztywnić przez zmniejszenie odległości
piłowanej krawędzi od szczęk imadła.
b) bezpośrednio w imadle ślusarskim i z uwagi na małą sztywność, obróbkę zgrubną
wykonywać gładzikiem.
c) w imadle ślusarskim i usztywnić za pomocą wzornika.
d) w imadle ślusarskim pomiędzy dwoma kątownikami, ściśniętymi dodatkowo
imadełkiem ręcznym.
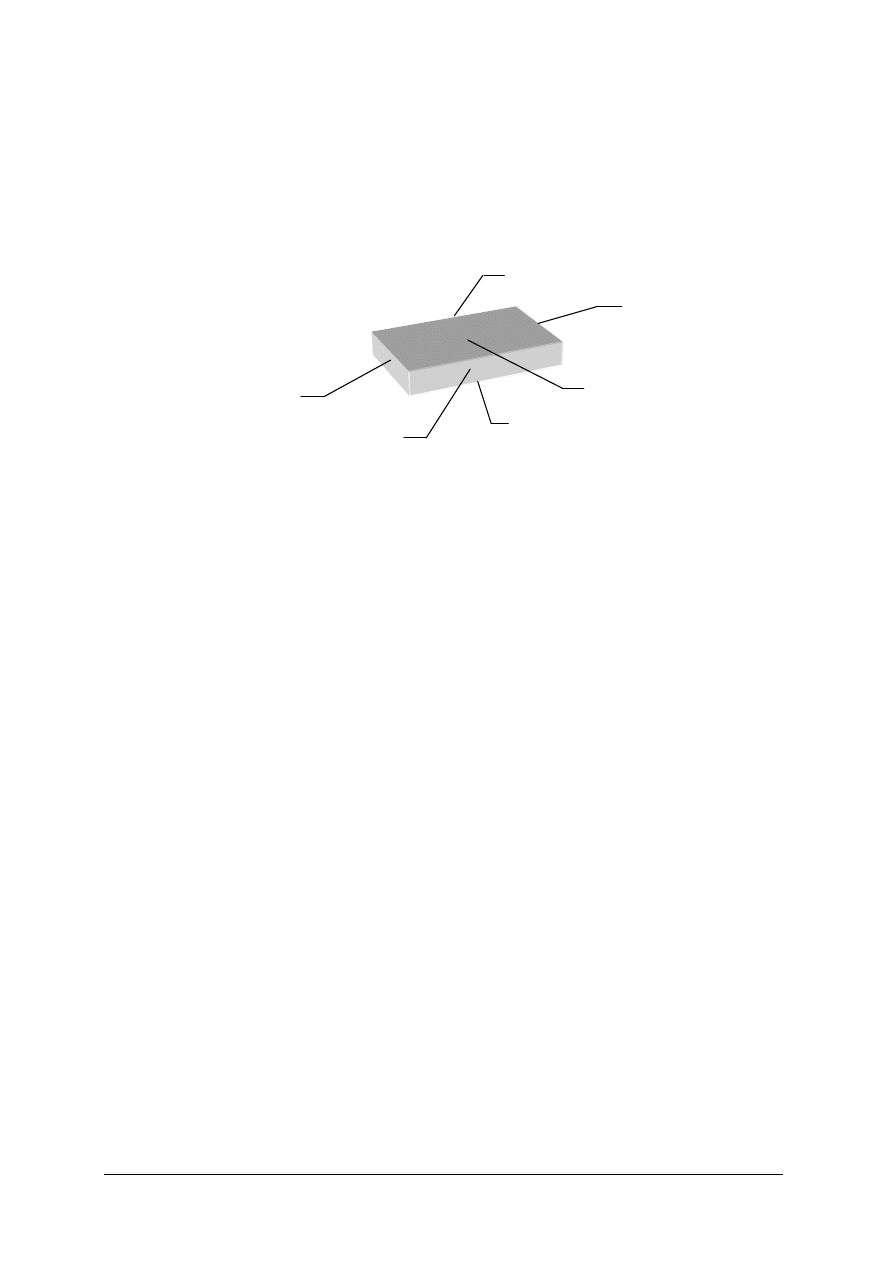
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. Zalecane tempo piłowania przy użyciu dużego pilnika wynosi
a) 10 ÷ 15 ruchów roboczych na minutę.
b) 25 ÷ 35 ruchów roboczych na minutę.
c) 30 ÷ 40 ruchów roboczych na minutę.
d) 50 ÷ 60 ruchów roboczych na minutę.
6. Wskaż poprawną kolejność piłowania powierzchni prostopadłościennej płytki
a) piłowanie zgrubne powierzchni a i a’, piłowanie wykańczające powierzchni a i a’,
piłowanie zgrubne powierzchni b i b’, piłowanie wykańczające powierzchni b i b’
itd.
b) piłowanie zgrubne powierzchni c i c’, piłowanie wykańczające powierzchni c i c’,
piłowanie zgrubne powierzchni b i b’, piłowanie wykańczające powierzchni
b i b’ itd.
c) piłowanie zgrubne i wykańczające powierzchni c, piłowanie zgrubne i wykańczające
powierzchni c’, piłowanie zgrubne i wykańczające powierzchni b, piłowanie zgrubne
i wykańczające powierzchni b’ itd.
d) piłowanie zgrubne powierzchni c, b, a, piłowanie wykańczające powierzchni c, b, a,
piłowanie zgrubne powierzchni c’, b’, a’ piłowanie wykańczające powierzchni
c’, b’, a’.
7. Opiłki usuwa się z przedmiotu obrabianego i stołu ślusarskiego za pomocą
a) suchej ściereczki.
b) zmiotki i pędzla.
c) silnego magnesu.
d) sprężonego powietrza.
8. Pilniki podczas piłowania metali kolorowych czyści się
a) szczotką drucianą, prowadząc ją wzdłuż osi pilnika.
b) czyściwem bawełnianym.
c) kłębkiem waty stalowej.
d) szczotką drucianą, prowadząc ją wzdłuż nacięć.
9. Oczyszczone pilniki konserwuje się przez natarcie
a) specjalnym olejem do konserwacji pilników.
b) terpentyną lub benzyną.
c) dowolnym olejem mineralnym.
d) benzyną lub dowolnym olejem mineralnym.
a
a’
b’
b
c
c’
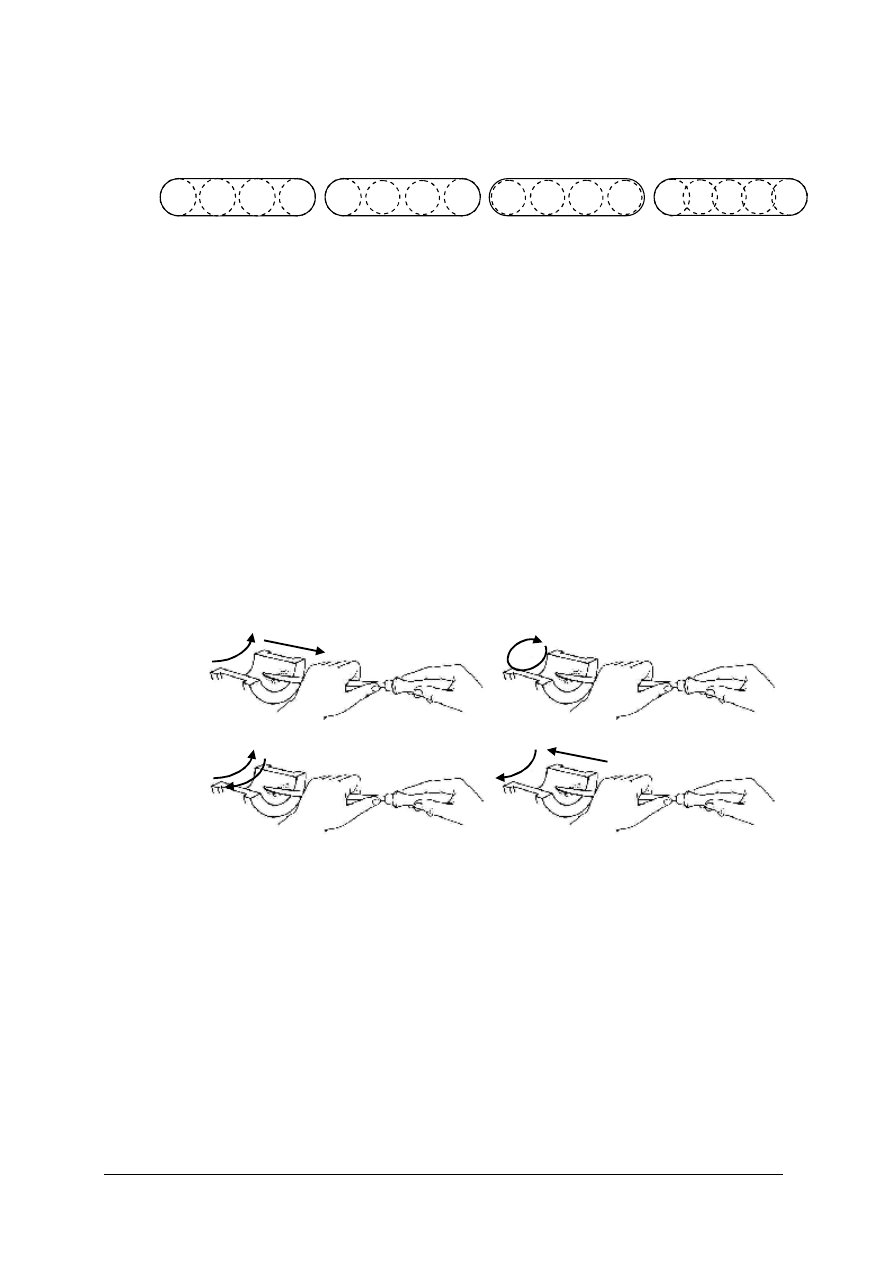
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
10. Zalecany sposób nawiercenia otworów przed operacją piłowania otworu podłużnego
przedstawia
A.
B.
C.
D.
11. Aby poprawnie wykonać skrobanie prowadnic płaskich, należy zaopatrzyć się w
a) skrobak wygięty.
b) skrobak dwustronny z szerokimi ostrzami o krawędzi prostej i zaokrąglonej.
c) skrobak trójkątny i skrobak łyżkowy.
d) skrobak składany z kompletem ostrzy, zawierającym: szerokie ostrze o krawędzi
prostej, szerokie ostrze o krawędzi zaokrąglonej i wąskie ostrze o krawędzi prostej.
12. Wykonując skrobanie po sprawdzeniu powierzchni na tusz w pierwszej kolejności
wykonujemy skrobanie miejsc
e) wolnych od tuszu.
f) pokrytych śladami startego tuszu.
g) pokrytych warstewką tuszu.
h) wolnych od tuszu, a następnie pokrytych śladami startego tuszu.
13. Poprawny kierunek wykonywania ruchów roboczych podczas skrobania panewek
przedstawia
A.
C.
B.
D.
14. W miarę wzrostu dokładności skrobania powierzchni płaskich
a) zmniejszamy długość ruchu roboczego.
b) zmniejszamy kąt pochylenia skrobaka do obrabianej płaszczyzny.
c) posługujemy się skrobakami o coraz szerszym ostrzu.
d) zwiększamy długość ruchu roboczego.
15. Operacja docierania
a) umożliwia korektę błędów kształtu i zmniejszenie chropowatości powierzchni.
b) umożliwia zmniejszenie chropowatości, ale nie pozwala na korektę błędów kształtu.
c) umożliwia korektę błędów kształtu i nie ma wpływu na wielkość chropowatości
powierzchni.
d) służy do nadania przedmiotowi obrabianemu lustrzanego połysku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
16. Podczas docieranie zaworów
a) obrabia się grzybek za pomocą pasty ściernej i docieraka w kształcie gniazda
zaworowego, wykonanego z bardziej miękkiego materiału.
b) nie stosuje się docieraka, a obróbce za pomocą pasty ściernej podlegają powierzchnie
grzybka i gniazda.
c) nie stosuje się docieraka, a obróbce za pomocą pasty ściernej i grzybka podlega
powierzchnia gniazda.
d) obrabia się gniazdo za pomocą pasty ściernej i docieraka w kształcie grzybka
zaworowego, wykonanego z bardziej miękkiego materiału.
17. Docieranie zgrubne powierzchni płaskich na płycie docierakowej wykonuje się w ten
sposób, że
a) nakłada się pastę ścierną na przedmiot obrabiany, a następnie wykonuje się nim
nieregularne ruchy po powierzchni płyty.
b) nakłada się pastę ścierną na przedmiot obrabiany, a następnie wykonuje się nim po
powierzchni płyty ruchy w dwóch wzajemnie prostopadłych kierunkach.
c) nakłada się pastę ścierną na powierzchnię płyty, a następnie wykonuje się
przedmiotem obrabianym nieregularne ruchy po jej powierzchni.
d) nakłada się pastę ścierną na powierzchnię płyty, a następnie wykonuje się
przedmiotem po jej powierzchni ruchy w dwóch wzajemnie prostopadłych
kierunkach.
18. Docieranie wałków wykonuje się za pomocą
a) docieraków tarczowych.
b) docieraków rozprężnych.
c) docieraków pierścieniowych.
d) docieraków uniwersalnych.
19. Polerowanie łopatek sprężarki silnika turboodrzutowego stosuje się w celu
a) zwiększenia ich wytrzymałości zmęczeniowej.
b) uzyskania wąskich tolerancji wymiarowych.
c) przygotowania pod nakładanie powłok galwanicznych.
d) wyrównoważenia turbiny.
20. Siłę docisku przedmiotu polerowanego do tarczy polerskiej określamy
a) mnożąc zalecany docisk jednostkowy przez pole obrabianej powierzchni.
b) dzieląc zalecany docisk jednostkowy przez pole obrabianej powierzchni.
c) dzieląc pole obrabianej powierzchni przez zalecany nacisk jednostkowy.
d) na podstawie danych znamionowych użytej polerki.
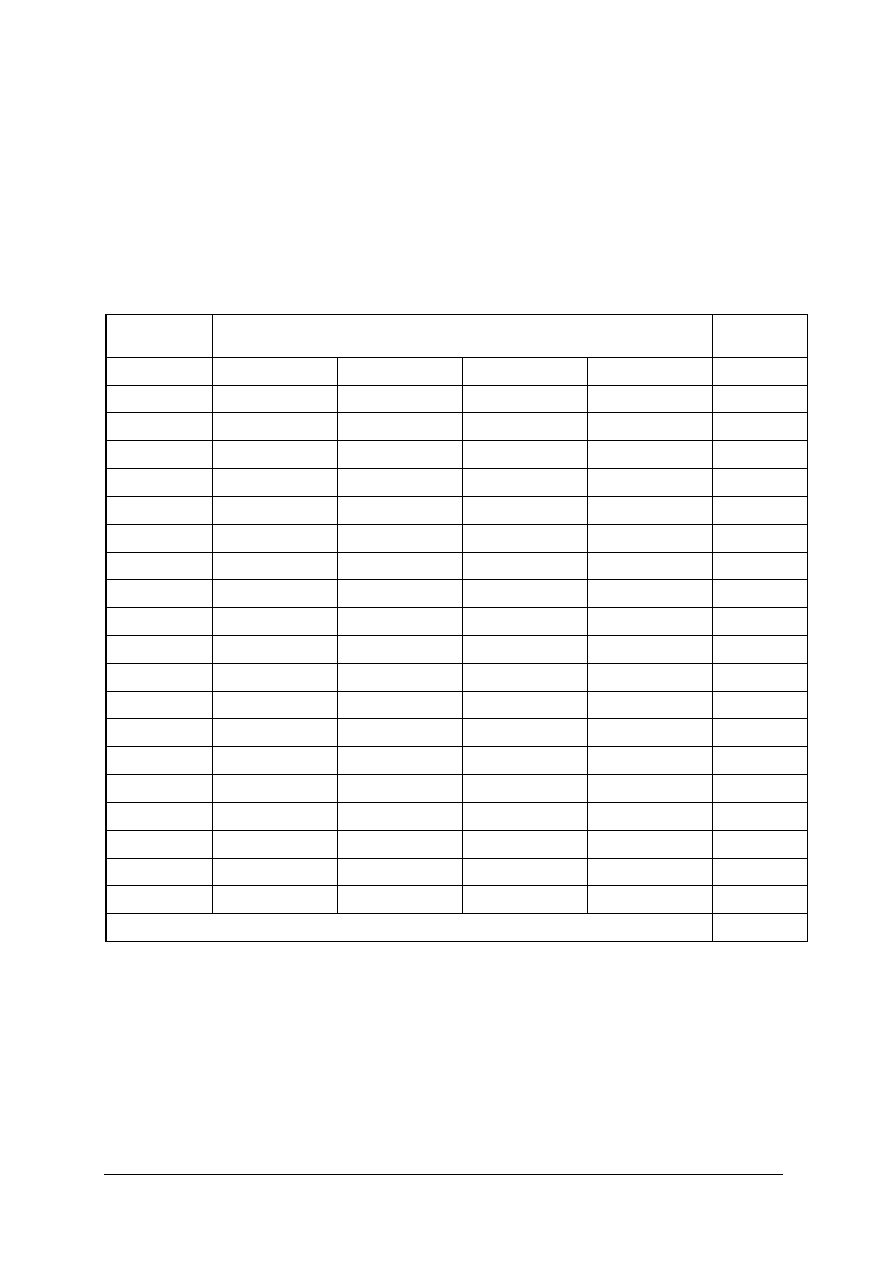
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
KARTA ODPOWIEDZI
Imię i nazwisko..................................................................................
Wykonywanie przedmiotów za pomocą obróbki ręcznej skrawaniem
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
6. LITERATURA
1. Andrzejewski H., Lipski R.: Technologia dla zasadniczych szkół mechanicznych. Część 1.
Obróbka ręczna. WSiP, Warszawa 1980
2. Godlewski M., Tym Z.: Poradnik dla mechaników. WSiP, Warszawa 1991
3. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2003
4. Informator o egzaminie potwierdzającym kwalifikacje zawodowe. Ślusarz. CKE, Warszawa
2004
5. katalog firmy BIAX
6. Kowerski A.: Bezpieczeństwo i higiena pracy w zakładach ślusarskich i budowy maszyn.
CIOP, Warszawa 1998
7. Malinowski J.: Pasowania i pomiary. WSiP, Warszawa 1993
8. Malinowski J.: Pomiary długości i kąta w budowie maszyn. WSiP, Warszawa 2003
9. Obróbka ręczna. Foliogramy. Naczelna Organizacja Techniczna, RW w Gdańsku, Gdańsk
1984
10. Swat K.: Bezpieczeństwo i higiena pracy dla mechaników. WSiP, Warszawa 1992
11. www.avalon.jubiler.pl
12. www.motoryzacyjny.com.pl
13. www.timexsa.pl
Wyszukiwarka
Podobne podstrony:
08 Wykonywanie przedmiotów za pomocą gięcia
07 Wykonywanie prostych prac z zakresu obróbki ręcznej
06 Wykonywanie prostych prac z zakresu obróbki ręcznej
Wykonywanie prostych prac z zakresu obróbki ręcznej
24 Wykonywanie prac z zakresu obróbki ręcznej
Jak uruchomić skrypt znajdujący się na innym serwerze za pomocą aktualnie wykonywanego skryptu
TECHNOLOGIA WYTWARZANIA, Szlifowanie i ostrzenie - gotowa sciaga, Szlifowanie - jest obróbką ze skra
04 Wykonywanie prac z zakresu obróbki ręcznej
11 Wykonywanie obróbki ręcznej
Pomiar indukcji magnetycznej za pomocą fluksometru, Szkoła, penek, Przedmioty, Fizyka, Laborki
IT Proste rachunki wykonywane za pomoca komputera
24 Wykonywanie prac z zakresu obróbki ręcznej
07 Wykonywanie prac zakresu obróbki ręcznej
06 Wykonywanie obróbki ręcznej i mechanicznej materiałów
09 Wykonywanie elementów przedmiotów ortopedycznych z drewna
OKLADKA Proste rachunki wykonane za pomocą komputera indd proste rachunki wykonywane za pomoca komp
więcej podobnych podstron